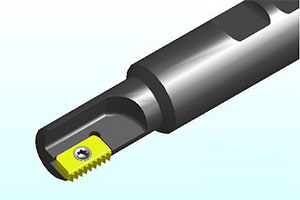
零件的孔加工多半采用多刃復(fù)合式(刀刃機(jī)夾乐肿、鑲焊組合)結(jié)構(gòu),以鉸骑失、擠削代替磨削软雹。在一次性走刀過(guò)程中完成孔的精加工嘲本,其轉(zhuǎn)速達(dá)3000r/min,走刀速度達(dá)1.5~3m/min,精度達(dá)5~7級(jí),粗糙度Ra=0.7μm,槍鉆轉(zhuǎn)速達(dá)8000r/min,Ra=2μm丙煞。在汽車發(fā)動(dòng)機(jī)氣門導(dǎo)管孔加工中灌饵,其加工精度..
 鉸銷
平面磨床
磨床
刀具
汽車
鉸銷
平面磨床
磨床
刀具
汽車












滿 社區(qū)")
")
")
 OSG 社區(qū)")
")
")