WorkNC 的自動二次開粗在高速加工中的應用
在如今的市場環(huán)境下,模具制造商面臨了諸多不利因素杆煞,商品模具的價格逐步走低故硅,交貨期越來越短爹橱,原材料漲價萨螺,但是對模具質量要求更高。許多模具企業(yè)通過引進先進的高速 加工設備愧驱,提升技術能力慰技,擺脫傳統(tǒng)的作業(yè)模式來面對挑戰(zhàn),贏得市場的機遇冯键。高速加工技 術極大的提高了模具銑削速度惹盼、減少了加工工序與耗時的鉗修工作庸汗,一次加工即可獲得很高 的加工精度和表面質量惫确,從而極大地縮短了模具的生產(chǎn)周期。高速加工技術隨著高性能數(shù)控加工設備也隧,刀具技術以及 CAM 系統(tǒng)的發(fā)展而日益成熟流沦。來自法國的 SESCOI 公司與世界知名的機床與刀具廠商有著廣泛深入的合作,其研發(fā)的自動化 CAM 系統(tǒng) WorkNC絮商,通過優(yōu)化的加工策略生成高可靠性邢窜,高效率,高品質的刀路來滿足復雜型面的模具铆韭、零件丘隙、快速成型產(chǎn)品等的高速加工。
2. 高速加工的優(yōu)點
1. 高速加工的分類
模具加工工序通常分為 2 類菜涯,一類是以去除毛坯材料為目的的加工(粗加工伶离,半精加工),一類是以達到產(chǎn)品質量要求的為目的的加工(精加工)拣末,因此高速加工按照加工工序而言也分為兩類:
①通過高線速度或高進給速度切屑诺教,在短時間內(nèi)充分發(fā)揮機床和刀具的性能,大量切削去除被切材料的加工方法(HSC或HSM饼瓮,有時也稱作高效率加工)碗帅。
②通過高線速度加工來提高模具、產(chǎn)品表面精度及光潔度豹爹,以及通過高線速度加工提升較小的刀具的切削能力裆悄,達到直接加工模具、產(chǎn)品的細部形狀從而替代 EDM 加工臂聋。
2. 高速加工的優(yōu)點
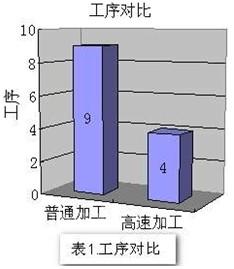
⑴效率高
研究表明灯帮,高速切削的速度可達到普通切屑加工的 5 倍以上,由于采用高的切削線速度或高的進給速度逻住,高速加工能在單位時間內(nèi)切除更多的金屬材 料钟哥,因而切削效率高。
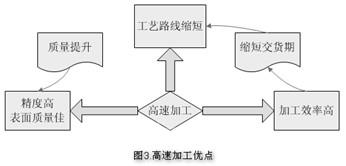
⑵產(chǎn)品精度高,表面光潔度優(yōu)
在高速加工的時候腻贰,需要采用較小的 Ap 及 Ae吁恍,達到提高零件表面質量的目的,采用高速加工技術播演,可以使得模具冀瓦、產(chǎn)品表面達到鏡面的效果;由于高 速加工時隨著切削速度的提高写烤,切削力力會降低 15~30%秘舅、大部分切削熱被切 屑帶走,因而工件的熱變形大大減少培车;高轉速猩烘,高切削速度使得機床可以輕易 跨過系統(tǒng)振動頻率,因而整個加工系統(tǒng)振動小割钧,工作平穩(wěn)内会,有利于提高被加工 零件的精度和表面質量;
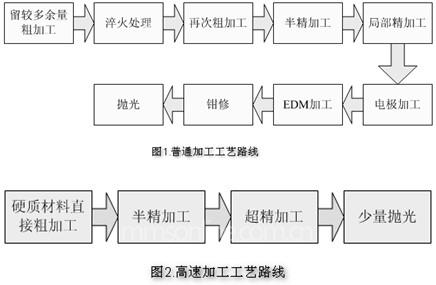
⑶縮短工藝路線 普通銑削粗加工只能在淬火之前進行衔侯,通過高速加工可以直接對硬質材料
進行加工蝉嘲;高速加工提升了較小刀具的切削能力,可以節(jié)省 EDM 加工迈枪;高速 加工提高了模具的精度和表面光潔度節(jié)省了鉗修和拋光的時間痛的。
普通加工與高速加工的工藝路線對比:
⑷綜合性能的優(yōu)勢極大的縮短了交貨期
高速加工提升了加工效率,減少了人工鉗修违酣、拋光時間梆栏,簡化了工藝路線, 對縮短交貨期起了絕對的作用萨驶。
3. 高速加工 CAM 編程的難點
有些企業(yè)具備了性能優(yōu)異的高速加工中心歉摧,動平衡刀柄,價格昂貴的刀具腔呜,硬件性能一 流叁温,但是卻無法真正發(fā)揮出高速加工的特點。
1. CAM 編程人員的困惑:
? 為什么半精加工容易出現(xiàn)刀具磨損嚴重核畴、崩刃膝但、甚至斷刀的現(xiàn)象?
? 為什么精加工品質不高谤草,清角加工會產(chǎn)生明顯的接刀痕跡或斷差跟束?
2. 高速加工 CAM 編程的要點
⑴ 刀具路徑需要恒速恒量的切削,避免快速變向和加減速丑孩。
⑵ 避免過切冀宴,高速加工以普通加工 5~10 倍的切削速度加工灭贷,一旦發(fā)生過切, 對工件略贮、刀具甚疟,以及機床都會產(chǎn)生嚴重后果。
⑶ 控制加工刀具的長徑比梯盹,高速加工要求刀具裝夾長度為直徑的 3~5 倍俗股,否 則容易產(chǎn)生刀具抖動。
⑷ 合理的進退刀以及順銑加工將會提升加工品質減少刀具磨損约绒。
3. 高速加工 CAM 編程的難點 每把刀具的切削量要均勻馁言,因此對于上道工序的切削余量必須均勻,否則在高
速加工模式下刀具突然遇到大的殘余量區(qū)域痛主,切削阻力陡然提升群骂,那么刀具會很快磨損及至崩刃、斷刀也將不可避免罕擒。
4. 高速加工 CAM 編程的核心技術—— 相等余量切削俱猪。
在半精加工距档、精加工氧液、清角加工刀路編制過程中,每個步驟之前都需要把多余的殘料清除均勻囱悴,只有刀具在相等余量的切削狀態(tài)下沧仿,才能保證實現(xiàn)高速加工的優(yōu)勢。
4. WorkNC 實現(xiàn)相等余量切削的解決方案
1. WorkNC 二次開粗刀路策略——全局粗加工/再粗加工介紹
WorkNC 具備強大的二次開粗刀路策略功能甫题,它的使用可以貫穿于整付模具馁筐、 產(chǎn)品的刀路編制過程中,而不僅僅局限于使用在粗加工工序步驟中坠非。
全局粗加工/再粗加工刀路策略具備如下特點:
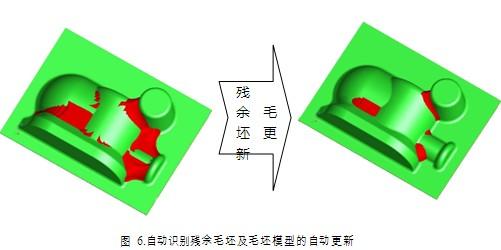
⑴ 自動識別殘余毛坯模型
WorkNC 可以自動敏沉、智能的識別上一把刀具切削后的毛坯狀態(tài),并建 立新的毛坯模型以便后續(xù)刀路加工炎码。此毛坯模型可以被繼承并更新盟迟,始終 貫穿于整個刀路編制過程中。
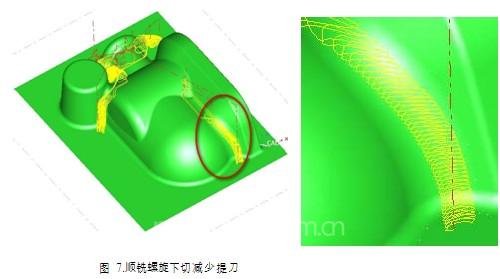
⑵ 順銑螺旋下切減少提刀 高速加工的目的之一就是提高加工效率潦闲,不同于其它軟件為了避免提刀而退而求其次采取順逆銑的加工方式攒菠,以加重刀具的磨損來換取加工效率的提升,WorkNC 在針對殘留毛坯的時候歉闰,采用順銑并螺旋往下切削來 避免提刀辖众,保證了刀路切削的連續(xù)性和穩(wěn)定性。
⑶ 等量切削提升刀具切削進給速度
WorkNC 針對高速加工率先提出了基于“動態(tài)毛坯模型”的編程技術和敬, 對毛坯的實時把握使得刀具的切削量始終保持恒定凹炸,極大的提高了高速加 工的刀具進給速度和切削穩(wěn)定性戏阅,并完全避免了空切。在等量切削的狀態(tài)下运诺,對于模具細部結構殿腺,完全可以直接采用小直徑 刀具進行局部毛坯的去除,對最終清角加工的品質提升起到了顯著作用既倾。
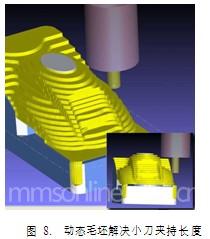
⑷動態(tài)毛坯解決小刀夾持長度 對深腔模具或細部結構我們通常會采用長短刀分別加工模具的不同深度部分瓮窑。WorkNC 通過實時計算刀柄與動態(tài)毛坯模型的干涉控制刀具的夾 持長度,對相同直徑但不同夾持長度的刀具分配各自的切削參數(shù)队屋,綜合提升切削效率和切削穩(wěn)定性拱屈。
2. 毛坯殘留均勻化實施步驟
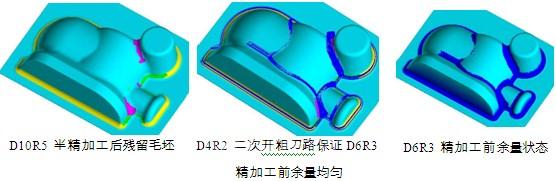
⑴ 半精加工前的毛坯余量均勻化處理
⑵ 精加工、清角加工前的殘留余量均勻化處理
清角加工前的殘留余量均勻化處理實施步驟與精加工類似卵手,經(jīng)過余量均勻化處理后鸦贩,不論是半精加工,還是精加工及清角加工诫列,切削時始終保 持等量切削垄怯,對最終加工品質和加工效率的提升作用顯著。
5. 應用案例
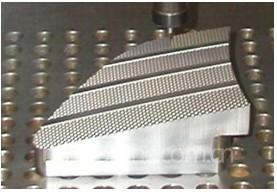
| 上海小糸車燈有限公司是國內(nèi)最大最專業(yè)的汽車燈具廠商剂东,該公司模具生產(chǎn)部門依托 WorkNC 的二次開粗功能迂卢,使精加工之前的殘留余量絕對均勻,在等量切削條件下桐汤,最小使用φ0.4的球刀對玉米花紋進行高速加工而克。加工結果精度高——滿足車 燈光學配光標準;品質好——鏡面效果怔毛,省去了難度極大的手工拋光作業(yè)员萍,實現(xiàn)了高速加工的獨特優(yōu)勢。 |
聲明:本網(wǎng)站所收集的部分公開資料來源于互聯(lián)網(wǎng)拣度,轉載的目的在于傳遞更多信息及用于網(wǎng)絡分享碎绎,并不代表本站贊同其觀點和對其真實性負責,也不構成任何其他建議抗果。本站部分作品是由網(wǎng)友自主投稿和發(fā)布筋帖、編輯整理上傳,對此類作品本站僅提供交流平臺窖张,不為其版權負責幕随。如果您發(fā)現(xiàn)網(wǎng)站上所用視頻、圖片宿接、文字如涉及作品版權問題赘淮,請第一時間告知,我們將根據(jù)您提供的證明材料確認版權并按國家標準支付稿酬或立即刪除內(nèi)容醇盏,以保證您的權益腔族!聯(lián)系電話:010-58612588 或 Email:editor@mmsonline.com.cn虑夕。


- 暫無反饋



