歐士機(jī)WDO-SUS鉆頭加工案例
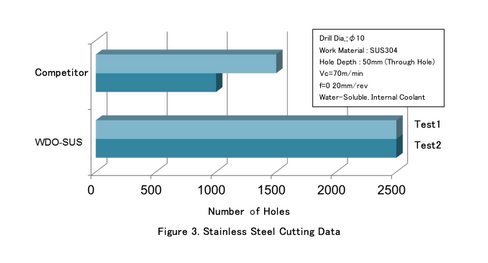
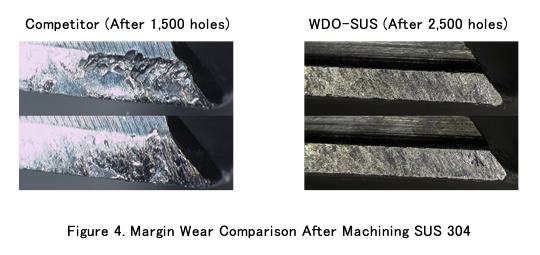
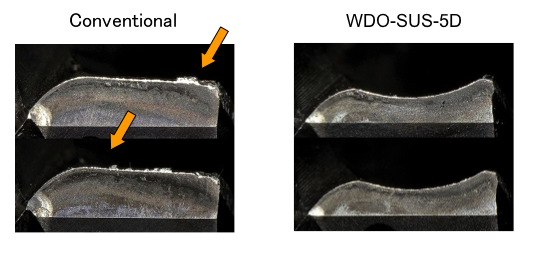
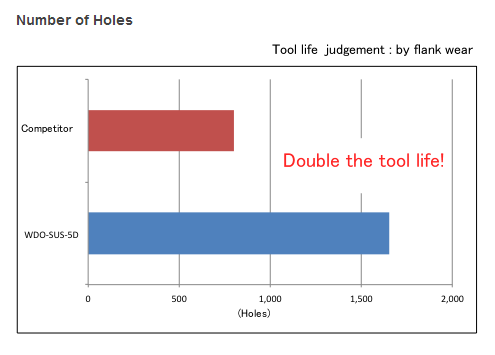
圖3為使用其他公司產(chǎn)品硬質(zhì)合金鉆頭(內(nèi)冷油孔?通用)與WDO-SUS鉆頭進(jìn)行SUS304的孔加工時(shí)加工孔數(shù)的對(duì)比。WDO-SUS鉆頭表現(xiàn)出其他公司產(chǎn)品約2倍以上的耐久性能(圖3)。圖4為加工后橫刃損傷對(duì)比浪南,切削溫度變高的刀具外周部,本開(kāi)發(fā)產(chǎn)品較其他公司產(chǎn)品損傷更小漱受。
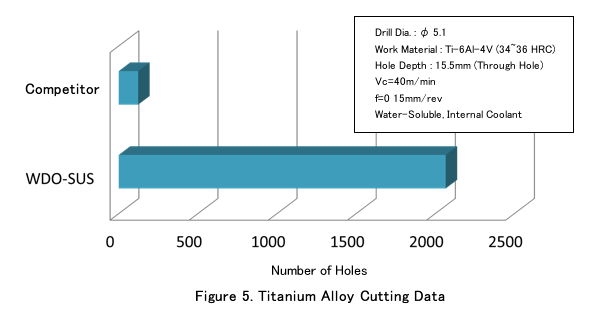
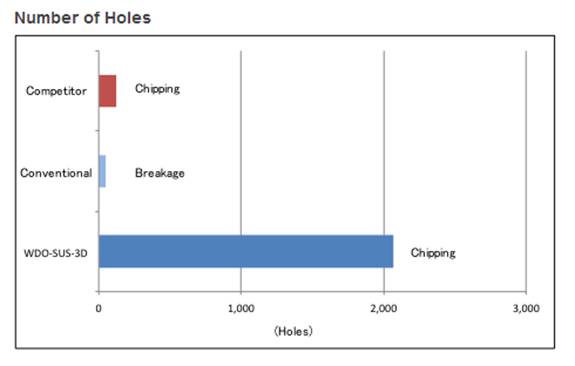
另外络凿,WDO-SUS鉆頭在加工與不銹鋼相類似的難加工材料鈦合金時(shí)也能發(fā)揮優(yōu)勢(shì)。圖5為使用上述SUS304加工實(shí)驗(yàn)同類鉆頭進(jìn)行鈦合金孔加工加工孔數(shù)的對(duì)比昂羡。其他公司產(chǎn)品在實(shí)驗(yàn)開(kāi)始后切削刃就發(fā)生崩刃絮记,WDO-SUS鉆頭實(shí)現(xiàn)了超過(guò)2000孔。
WDO-SUS鉆頭是一款在加工不銹鋼?鈦合金時(shí)虐先,能在高效率的條件下怨愤,實(shí)現(xiàn)長(zhǎng)壽命化穩(wěn)定加工的鉆頭。在位難加工材料所困擾的客戶徘涤,請(qǐng)務(wù)必嘗試一下此款產(chǎn)品乒稚。
案例一
加工條件
|
使用工具 |
WDO-SUS-5D Φ6 |
|
加工材料 |
SUS304 |
|
切削速度 |
80m/min |
|
進(jìn)給量 |
0.18mm/rev |
|
加工深度 |
25mm(通孔) |
|
水溶性內(nèi)部切削油劑(1.5MPa) |

案例二
切削條件
|
使用工具 |
WDO-SUS-5D Φ10.3 |
|
加工材料 |
SUS329J3L |
|
切削速度 |
65m/min |
|
進(jìn)給量 |
0.23mm/rev |
|
加工深度 |
48mm(通孔) |
|
冷卻液 |
水溶性內(nèi)部切削油劑(8.0MPa) |
案例三
切削條件
|
使用工具 |
WDO-SUS-3D Φ5.1 |
|
加工材料 |
Ti-6AI-4V(34-36HRC) |
|
切削速度 |
40m/min |
|
進(jìn)給量 |
0.15mm/rev |
|
加工深度 |
15.5mm(電鍍通孔) |
|
冷卻液 |
水溶性內(nèi)部切削油劑(2.0MPa) |
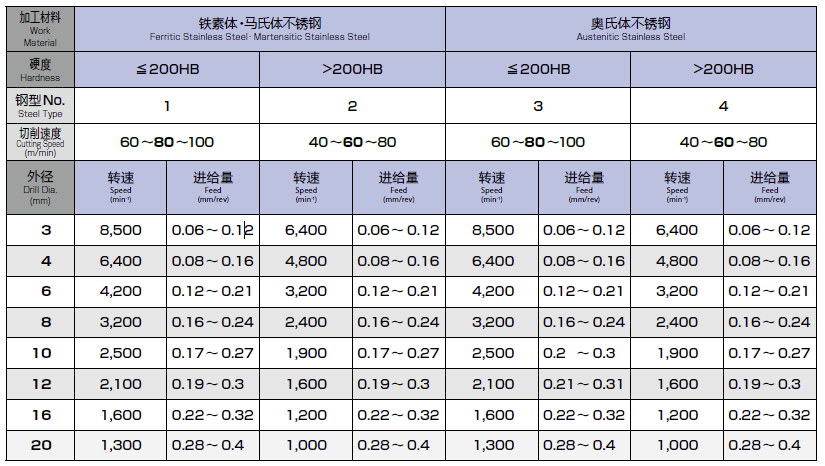
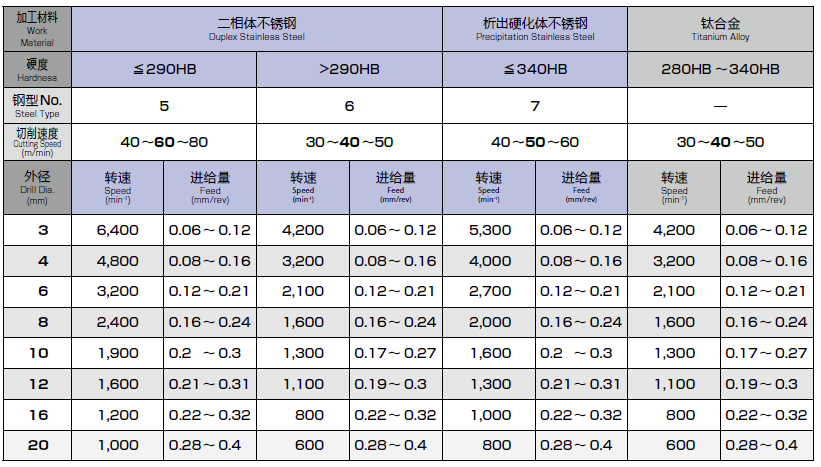
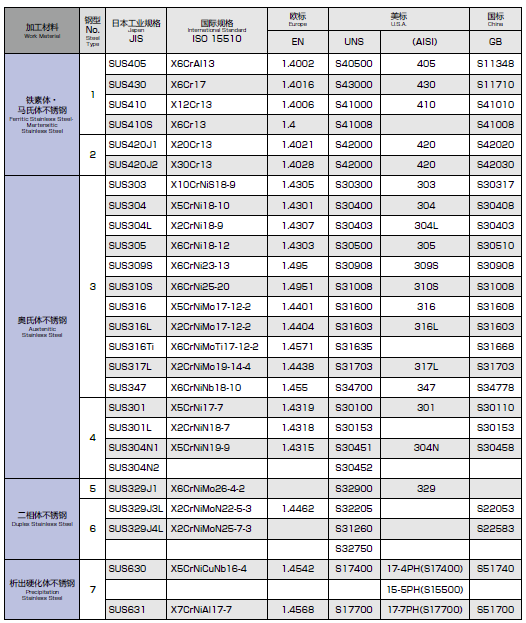
切削條件基準(zhǔn)表
WDO-SUS常見(jiàn)問(wèn)題
聲明:本網(wǎng)站所收集的部分公開(kāi)資料來(lái)源于互聯(lián)網(wǎng),轉(zhuǎn)載的目的在于傳遞更多信息及用于網(wǎng)絡(luò)分享想受,并不代表本站贊同其觀點(diǎn)和對(duì)其真實(shí)性負(fù)責(zé)咐笙,也不構(gòu)成任何其他建議。本站部分作品是由網(wǎng)友自主投稿和發(fā)布谱累、編輯整理上傳昨把,對(duì)此類作品本站僅提供交流平臺(tái),不為其版權(quán)負(fù)責(zé)谒电。如果您發(fā)現(xiàn)網(wǎng)站上所用視頻臼格、圖片、文字如涉及作品版權(quán)問(wèn)題冗呀,請(qǐng)第一時(shí)間告知瘦涵,我們將根據(jù)您提供的證明材料確認(rèn)版權(quán)并按國(guó)家標(biāo)準(zhǔn)支付稿酬或立即刪除內(nèi)容膨桂,以保證您的權(quán)益!聯(lián)系電話:010-58612588 或 Email:editor@mmsonline.com.cn锥惋。

- 暫無(wú)反饋

社區(qū)")

編輯推薦
- 2025新年特刊:打造新質(zhì)生產(chǎn)力凉陌,智啟未來(lái)新篇章
- 定義制造業(yè)未來(lái)的數(shù)控加工中心技術(shù)專題
- 航空航天及交通領(lǐng)域先進(jìn)制造技術(shù)應(yīng)用專題
- 解碼消費(fèi)電子產(chǎn)品生產(chǎn)的數(shù)字化之路技術(shù)專題
- 精密智能機(jī)床吵墅,助力制造升級(jí)技術(shù)專題
- 汽車輕量化驅(qū)動(dòng)下的零部件加工應(yīng)用專題
- 高性能銑刀實(shí)現(xiàn)高精加工生產(chǎn)技術(shù)專題
- 航空航天發(fā)動(dòng)機(jī)解決方案專題
- 高效齒輪加工生產(chǎn)技術(shù)方案專題
- 金屬加工液的性能不止?jié)櫥夹g(shù)應(yīng)用專題