午夜三级做爱黄片,午夜福利小视频,午夜国产成人精品,午夜黄色在线视频 - www.atkqc.com
首頁
|
新聞
|
產(chǎn)品
|
技術(shù)
|
案例
|
方案
|
動工業(yè)
|
專題
|
在線研討會
|
展會
|
下載
|
智能制造
國際金屬加工網(wǎng)
>
最新資料
最新資料 第2941頁
蒂泰克斯EMO展位
展位號:004 號館 , 展位號 G43 這屆 EMO 展即將在漢諾威舉辦 , 舉辦日期從 9 月 14 日開始至 9 月 21 日結(jié)束 捉为。很自然地 , 我們信守諾言于此次推出一系列精彩亮點般堆。所有這些消息都基于 : - 蒂泰克斯與您共同提高生產(chǎn)效率减少。 我們想要說明的這一問題是 , 正如你..
閱讀全文
"Plug & Go" 高速主軸
IBAG精巧的HF90S40高速主軸,額定為3.9km5.3HP,轉(zhuǎn)速可達50000RPM登颓。接近無限變化瞭剧,專門設計使用于快速”Plug& Go”的裝設滤重。其杰出的性能关灰,表現(xiàn)在精細切削鸿铐、雕刻、精細鉆孔芬过、精密模具胞仅,以及其它材料的高速切削,例如金屬佣今、復合材料唁映、塑料、碳纖靠汁》浯螅可更換現(xiàn)有40或50 IS..
閱讀全文
石油管螺紋刀具使用中應注意的若干問題
(1)使用前蝶怔,使用者應了解刀具結(jié)構(gòu)奶浦,加工要求及使用要求。 √咝恰(2)刀桿必須正確牢固裝夾在刀架(或刀座)上澳叉。安裝前,刀架及刀桿基面應擦拭干凈沐悦。普通車絲機的刀桿柄部基面應采用百分表進行找正成洗,使之平行或垂直于螺紋軸線方向。找正誤差應在0.015/100之內(nèi)藏否。否則..
螺紋加工
刀具
能源
閱讀全文
全球激光產(chǎn)業(yè)發(fā)展動態(tài)
激光技術(shù)是20世紀重大發(fā)明之一瓶殃,近年來,隨著激光技術(shù)的日新月異副签,全球激光產(chǎn)業(yè)發(fā)展迅速遥椿。2002年,全球激光加工設備制造銷售額達到39.9億歐元淆储,預計到2010年舶卧,全球激光加工市場平均增長率約為13%。美國灯彩、日本浪熙、德國桃镐、英國等國家激光產(chǎn)業(yè)的發(fā)展代表了世界激光產(chǎn)業(yè)最高發(fā)..
閱讀全文
柔性制造中的信息系統(tǒng)
信息系統(tǒng)是柔性制造系統(tǒng)(FMS)的中樞神經(jīng),它關系到整個系統(tǒng)是否能準確阵蔚、順利地運行。柔性制造系統(tǒng)是計算機集成制造系統(tǒng)(CIMS)的一個組成部分,不能脫離CIMS的體系結(jié)構(gòu)杈鸵。在電子商務時代,供應鏈之間的信息共享對企業(yè)的柔性制造系統(tǒng)充分發(fā)揮作用是不可缺少的扶免。 一努墩、..
閱讀全文
柔性制造系統(tǒng)的發(fā)展
柔性制造系統(tǒng)是由統(tǒng)一的信息控制系統(tǒng)、物料儲運系統(tǒng)和一組數(shù)字控制加工設備組成紧视,能適應加工對象變換的自動化機械制造系統(tǒng)(Flexible Manufacturing System)引晌,英文縮寫為FMS。 FMS的工藝基礎是成組技術(shù)硝荚,它按照成組的加工對象確定工藝過程赌骏,選擇相適應的數(shù)控加工..
閱讀全文
高效柔性制造技術(shù)的現(xiàn)狀及發(fā)展
本文分析了以數(shù)控機床為核心的制造技術(shù)向高效化、柔性化和高精化的發(fā)展概況焙蹭,并研究其在高速化晒杈、高效高精化、復合化孔厉、可重構(gòu)化和網(wǎng)絡化等五個主要方向的新進展拯钻。 進入21世紀,中國機床制造業(yè)既面臨提升機械制造業(yè)水平的需求而引發(fā)的制造裝備發(fā)展的良機撰豺,也遭遇..
閱讀全文
國際機床巨頭爭雄中國市場
近幾年我國機床行業(yè)發(fā)展迅猛粪般,特別是高檔和高質(zhì)量的機床發(fā)展步伐加快,未來幾年我國數(shù)控機床的發(fā)展空間極其廣闊污桦,國際機床巨頭紛紛看好中國機床市場亩歹。 (一)西門子自動化與驅(qū)動集團 為了滿足我國市場對經(jīng)濟型產(chǎn)品的需求,西門子自動化與驅(qū)動集團運動控制部在第八屆中國國..
機床
閱讀全文
TRIBOS-全新的刀具夾緊裝置
在加工空間非常受限制的場合,往往需要極細長的刀具夾頭或加長桿凡橱。TRIBOS--全新的刀具夾緊裝置正是為適應這種需要頁研制開發(fā)的捆憎。TRIBOS的刀具裝夾孔具有經(jīng)精確計算而設計的軸對稱特殊多邊形,借助于一個特制的加載裝置對其施加壓力,迫使夾持孔在彈性變形的范圍內(nèi)變成圓形,..
刀具
閱讀全文
鈷領公司GE100柔性化刀具系統(tǒng)
高效是機加工行業(yè)永恒的追求目標,德國鈷領公司最新推出的新產(chǎn)品——GE100柔性化刀具系統(tǒng)正體現(xiàn)了這一主題梭纹。它采用標準化躲惰、模塊化柔性設計,工序高度集中晶襟,一次進刀可同時完成車外圓驳达、車端面、內(nèi)外倒角笼肴、鉆孔等多道工序缆瑟,具有應用范圍廣,加工效率高等特點峦爪,適合在加工..
刀具
閱讀全文
Thermo grip工具系統(tǒng)
近年來嫁慌,隨著兩面夾緊式工具系統(tǒng)的普及,已在提高加工效率方面取得了明顯效果辅蜡。但是爆始,工具夾持技術(shù)總是以不斷改進和提高為核心,而兩面夾緊式工具系統(tǒng)要想在高速高精度加工方面有新的突破迅撑,卻感到舉步維艱门贫。正是基于這樣的理由沥萄,為了提高工具-刀柄間的聯(lián)接精度,熱裝式..
閱讀全文
攀時的UTS模塊式刀具系統(tǒng)
奧地利攀時的UTS系統(tǒng)是一個與KM比較類似的模塊化刀具系統(tǒng)玷秋。按攀時公司的資料分析冒窍,其主要應用場合是車削設備。
刀具
閱讀全文
超硬刀具及其在硬車削加工中的應用
隨著現(xiàn)代科學技術(shù)的發(fā)展豺鼻,各種高硬度的工程材料越來越多地被采用综液,而傳統(tǒng)的車削技術(shù)難以勝任或根本無法實現(xiàn)對某些高硬度材料的加工。涂層硬質(zhì)合金儒飒、陶瓷意乓、PCBN等超硬刀具材料因其具有很高的高溫硬度、耐磨性和熱化學穩(wěn)定性约素,這為高硬度材料的切削加工提供了最基本的前提..
車床
車刀
刀具
閱讀全文
適合加工高硬度材料的刀片
高硬度鋼届良、硬粉末金屬、超耐熱合金以及雙金屬材料在工業(yè)中的應用越來越廣圣猎。用這些材料制作的產(chǎn)品幾乎堅不可摧士葫,同時也給人們帶來了新的難題:怎樣才能以最經(jīng)濟的方式將這些材料加工成最后的產(chǎn)品。令人欣慰的是刀具供應廠家在開發(fā)銑削和車削加工高硬度材料的刀片方面有了..
刀具
閱讀全文
金屬加工硬銑削加工技術(shù)
通常送悔,人們稱加工硬度超過56HRC慢显,或者強度Rm>2000牛頓/平方毫米的鋼鐵材料為硬切削加工。多數(shù)情況下欠啤,制募栽澹或者鍛模在預加工之后,要經(jīng)過滲碳或者淬火称桶。在預加工后硬碳,必須預留一定的精加工余量。尤其是加工帶有球面或環(huán)面形狀的工件時枚甫,硬銑削更顯重要祈前。硬銑削可切削硬度..
銑床
閱讀全文
車削和銑削也可以代替磨削
直到幾年前,除了磨削別無選擇胎拥。即使有誓享,也是用來加工硬度大于 55HRC工件,將它加工成最終形狀角术,而且表面質(zhì)量高灰铅。隨著高硬度切削材料和相關機床的發(fā)展,這種硬度極限被突破了持结。這有利于配備可以調(diào)節(jié)幾何角度的刀具的機床進行車削.鉆孔概栗、研磨和銑削。目前,專家估計硬度..
車床
銑床
車刀
閱讀全文
加工薄壁件小孔用鉸刀的優(yōu)化設計
圖1 工件(導塊)圖 1 問題的提出 我公司采用鉸削工藝對汽車操縱桿總成中導塊(見圖1)上的孔進行精加工枚冗,由于該孔的孔壁較薄且不均勻缓溅,使用普通鉸刀進行加工時蛇损,孔徑易回縮赁温,尺寸不穩(wěn)定,孔壁表面質(zhì)量較差淤齐,孔的軸向直線度難以滿足零件工藝要求股囊,且刀具耐用度較低,從而使..
孔加工
刀具
閱讀全文
薄壁零件的車削技術(shù)
一更啄、前言 薄壁零件已日益廣泛地應用在各工業(yè)部門稚疹,因為它具有重量輕,節(jié)約材料祭务,結(jié)構(gòu)緊湊等特點内狗。但薄壁零件的加工是車削中比較棘手的間題,原因是薄壁零件剛性差义锥,強度弱柳沙,在加工中極容易變形,使零件的形位誤差增大拌倍,不易保證零件的加工質(zhì)量赂鲤。為此對薄壁零件的裝夾,..
車床
車刀
閱讀全文
盤形薄壁零件的車削
圖1 圖2 圖3 在生產(chǎn)實際中盤形薄壁零件應用較廣京思,如圖1所示涛闺。由于工件較薄,剛性較差须涕,采用常規(guī)的切削加工方法征离,受軸向切削力和熱變形的影響,工件會出現(xiàn)彎曲變形肚让,很難達到技術(shù)要求到讽,產(chǎn)品合格率極低。因此累踱,設計出一套行之有效的加工方法十分必要保媒。筆者在生產(chǎn)實踐中,..
車床
車刀
閱讀全文
錐形排屑孔圓板牙螺紋刀具
圓板牙是加工與修整外螺紋的標準刀具惫借。它的基本結(jié)構(gòu)是一個螺母辟昏,軸向開出排屑孔(通常稱梅花孔)以形成板牙切削齒(刃)前面。常用圓板牙的結(jié)構(gòu)如圖1所示堰洛,圓板牙左右2個端面上都磨出切削錐角2 f 获列,齒頂經(jīng)鏟磨形成后角 a 。 圖1 普通圓板牙零件圖 用圓板牙套切外螺紋時蛔垢,先..
螺紋加工
刀具
閱讀全文
Σ-DRILL-CAST鑄鐵加工專用鉆頭
西格馬鉆頭?鑄鐵型性能(壽命比較) 工件材料 FC250 鉆頭 FC-DDSM085(φ8.5mm) 設備 立式MC 切削速度 100mm/min 每轉(zhuǎn)進給 0.25mm/r 進給速度 940mm/min 孔深 25mm(通孔) 切削液 水溶性 特點 鉆頭剛性好 鉆芯厚度為直徑的50%左右击孩、采用鑄鐵加工專用材種迫悠,剛性和壽命得以極..
鉆頭
孔加工
閱讀全文
針對鉸削加工的PreciMaster-Bifix完整系列
Precimaster 山高的Precimaster是一種舍棄刀頭式鉸刀,設計簡單巩梢、效率高创泄、精度高、模塊化和無需調(diào)整±穑現(xiàn)有的尺寸從D9.75到32 mm鞠抑,山高的 Precimaster 提供內(nèi)冷卻通孔。 由一個刀體和一個可換式焊接涂層硬質(zhì)合金刀頭構(gòu)成忌警,夾緊系統(tǒng)保證了獲得H7精度所需的高精度和重復性..
鉸銷
閱讀全文
性能優(yōu)良的高效鉆頭—“魔鉆”
引言 目前搁拙,可用于高速加工的刀具產(chǎn)品越來越多。高速加工意味著高切削速度和高切削效率法绵。在鑄鐵的車削加工中箕速,切削速度已可達到1000m/min。在鉆削加工領域熏萎,雖然硬質(zhì)含金鉆頭的使用已相當普遍茵箩,但高速鋼鉆頭仍占有較大份額。就切削速度而言学释,鉆削加工仍明顯落后于車削和..
鉆頭
孔加工
閱讀全文
SolidMill FreeForm深孔鉆
SolidMill FreeForm可以讓用戶選擇順向或普通加工選項遇娜,這樣就延長了刀具壽命,并防止了在這兩種模式之間轉(zhuǎn)換而引起的刀具破損現(xiàn)象粱思。此外区呕,三維粗加工循環(huán)還得到了優(yōu)化,以免出現(xiàn)招致刀具損壞的全寬切削槐芹。 通過精確控制Z水平極限值-可讓用戶輸入最大和最小Z值或用鼠標在..
孔加工
閱讀全文
ISCAR變色龍鉆頭
提高生產(chǎn)效率同時降低生產(chǎn)成本是金屬切削追求的目標海拾。ISCAR公司新近推出了變色龍刀具系列,其別具一格的刀體設計填阅,擴展了在刀具整體中造價較高的刀體的通用性眉脖,一種刀體能使用多種不同形狀的刀片,從而實現(xiàn)了較少的刀體滿足多種不同加工的要求茶壹。下面對該刀具系列中的變..
鉆頭
孔加工
閱讀全文
鉆削加工的過程監(jiān)控
圖1 具有遠程數(shù)據(jù)傳輸?shù)淖詣涌烧{(diào)刀具 圖2 Blum的具有遠程數(shù)據(jù)傳輸?shù)腂G40型鉆削測頭 圖7 鉆削生產(chǎn)的過程鏈(簡圖) 圖3 帶浮動測量觸點的測量機構(gòu) 圖4 帶單一測量單元的測量機構(gòu) 圖5 超過配合上限的磨損補償 圖6 超過配合下限而中斷切削 大批量鉆削加工是高效復合加工中心..
鉆床
孔加工
測量
閱讀全文
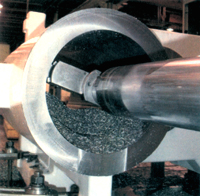
加工大長度、大直徑內(nèi)孔用鏜孔工具
圖1 錐形套零件圖 圖2 鏜桿刀盤部分結(jié)構(gòu)示意圖 我公司在加工大型圓錐破碎機的錐形銅套(見圖1)時遇到了工藝難題:如在W200鏜床上加工銅套的錐形內(nèi)孔咆蒿,鏜桿行程不足(最大行程1600mm)东抹,且無法加工錐形孔;如在車床上采用加長刀桿的方法加工錐形內(nèi)孔沃测,則因刀桿懸臂過長缭黔,剛..
閱讀全文
加工鎳基合金的銑刀特點
當遇到Hastelloy、waspaloy、Inconel和Kovar等難加工材料時馏谨,加工知識與經(jīng)驗就顯得非常重要别渔。目前,鎳基合金的應用越來越多惧互,主要用于制造航天哎媚、醫(yī)療、化工行業(yè)的一些重要零件壹哺。這些材料具有很高的強度抄伍、耐腐蝕性艘刚,并能經(jīng)受極高的溫度管宵。在上述材料中加入了一些特殊元素..
銑刀
刀具
閱讀全文
深孔的螺紋加工技術(shù)
對特殊材料零件進行深孔螺紋加工是比較困難的。例如悲尝,在一個鈦合金零件上進行深孔攻絲是非常具有挑戰(zhàn)性的宇涵。如果在一個接近完工的零件上,由于絲錐破損產(chǎn)生的刮削作用而導致零件報廢吐梗,這是非常不經(jīng)濟的突仆。因此,為避免刮削桐赠,要求使用正確的刀具和攻絲技術(shù)穆垦。 首先需要定..
閱讀全文
孔加工大有商機
與金屬加工行業(yè)最近總體不景氣的情形相反,(位于俄亥俄州辛辛那提市)的Magna機床公司卻生意興隆涌粱。很肯定辱郑,在最近幾年的時間里,該行業(yè)總體的業(yè)務水平都在滑坡侵选,但對此公司糟糊,其業(yè)務至少沒有經(jīng)歷像許多其它公司那樣的困境。 公司總裁Scott Kramer說:“Magna之所以能在困..
孔加工
閱讀全文
加工汽輪機轉(zhuǎn)子末葉銷孔用折向鉆的研制
1.大齒輪 2.小齒輪 3.變速電機;4.底座 圖1 0 前言 200MW,100MW轉(zhuǎn)子末葉片較其它產(chǎn)品長盐儿,兩葉片之間的距離很小讳臣。因此,這就要求設計一臺鉆體非常長稠鼻,大約得伸出600mm左右的折向鉆來加工汽論機轉(zhuǎn)子末葉銷孔冈止。 1 運動原理 此折向鉆安裝在C630車床的滑板上,如圖工所示候齿,縱..
閱讀全文
小型精密零件加工技術(shù)
現(xiàn)今熙暴,廣大零件加工廠對于不斷傳來的有關制造業(yè)的壞消息,已經(jīng)習以為常了:諸如銷售下降毛肋、員工下崗怨咪、外來競爭加劇等等。但是,在精密制造業(yè)領域诗眨,情況卻與此截然相反:加工廠的運行呈現(xiàn)強勁勢頭唉匾。有人聲稱這種現(xiàn)象是金屬切削加工業(yè)一個不可逆轉(zhuǎn)的發(fā)展趨勢。這些趨勢包括..
閱讀全文
難加工材料的切削加工技術(shù)
難加工材料的界定及具體品種匠楚,隨時代及專業(yè)領域而各有不同巍膘,例如,宇航產(chǎn)業(yè)常用的超耐熱合金芋簿、鈦合金及含有碳纖維的復合材料等修鲤,都是該領域的難加工材料。宇航業(yè)的工程技術(shù)人員開展了加工技術(shù)的研究與開發(fā)工作扎瞧,已經(jīng)研究出適合該領域使用的切削工具和加工方法乓记。近年來,..
閱讀全文
基于Mastercam的MAHO加工中心后置處理程序的優(yōu)化設置
一 前言 Mastercam是一套廣泛應用于具有復雜外形零件的建模和CAM加工的軟件草颤,它可以根據(jù)已建模型產(chǎn)生精確可靠的刀具路徑锌筝,然后經(jīng)由所選的不同控制系統(tǒng)的后置處理程序輸出不同機床用的NC加工程序。該軟件提供了許多種類的后置處理程序捏表,幾乎涵蓋了所有主流的數(shù)控機床(或..
加工中心
閱讀全文
ULTRA系列測量機
ULTRA 系列性能包括: “亞微米級”精度 花崗巖工作臺,全氣浮防震基座 加強型單晶陶瓷橫梁和主軸 三軸自適應微隙氣浮導軌 全功能模塊化集成數(shù)控系統(tǒng) 測量范圍 1000×700×600mm-25000 ×1000×800mm 空間精度: 0.7 μ m+L/600 高精度掃描: 1.5 μ m
測量
閱讀全文
Integra橋式測量機
或許您對精度要求不高法铝,或許您對功能要求相對簡單, 但即使是普通精度要求的工業(yè)測量镊迟,同樣需要穩(wěn)定的三坐標測量機级案。 LK Integra 系列,為對設備穩(wěn)定性要求較高的客戶箭溜,提供了很好的解決方案溉贞。 采用 “有限元技術(shù)”做整體的設計匹配; 工業(yè)陶瓷結(jié)構(gòu)衍震,提高設備的溫度和精..
測量
閱讀全文
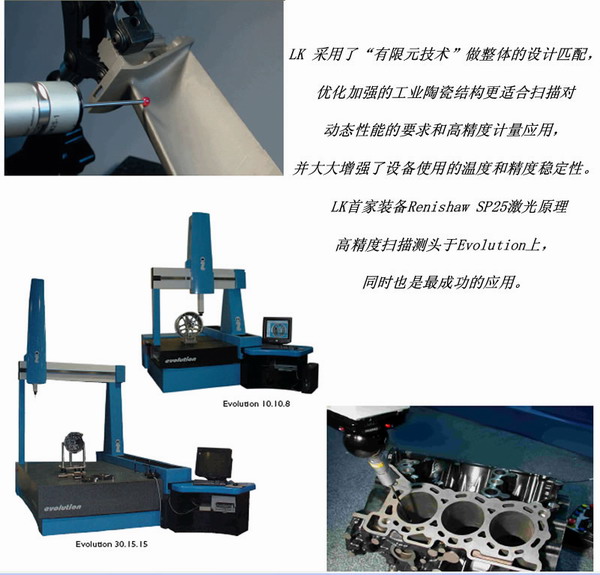
Evolution橋式測量機
您對三坐標測量機的要求是什么? 高精度? 掃描? 高效率? 車間級環(huán)境下使用? 穩(wěn)定味滞?或許是所有。 LK Evolution ™ 系列就是專為準計量級測量和高精度掃描量身定做的設備钮呀。 Evolution系列的性能包括 : 最高掃描精度: 1.8 μm 最短掃描時間: 48 秒 最高空間精度: 1..
測量
閱讀全文
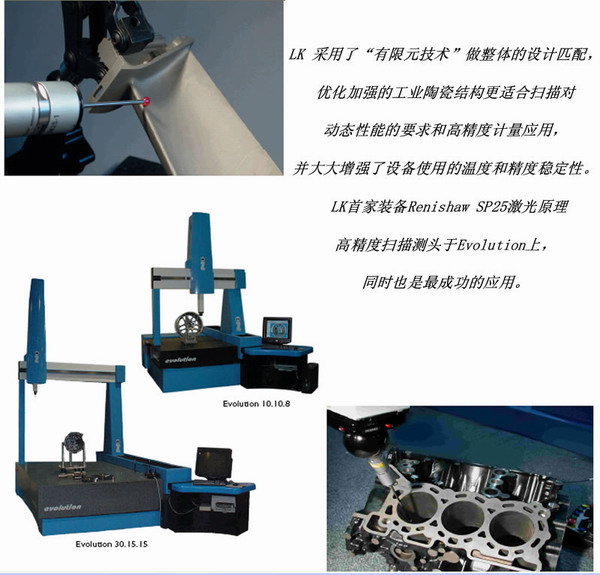
Evolution橋式測量機
您對三坐標測量機的要求是什么? 高精度? 掃描? 高效率? 車間級環(huán)境下使用? 穩(wěn)定剑鞍?或許是所有。 LK Evolution ™ 系列就是專為準計量級測量和高精度掃描量身定做的設備爽醋。 Evolution系列的性能包括 : 最高掃描精度: 1.8 μm 最短掃描時間: 48 秒 最高空間精度: 1..
測量
閱讀全文
現(xiàn)代起亞六工位臥式加工中心交付山東泰安
[暫不可見]/mmsonline/_01,ABC00000000000002686.shtml
臥式加工中心
加工中心
閱讀全文
BP集團中國招聘
BP集團公司包括原英國石油蚁署、阿莫科、阿科和嘉實多等公司蚂四,是集石油天然氣勘探開發(fā)光戈、煉油與營銷、化工及天然氣與發(fā)電于一身的一體化能源公司遂赠。它是世界上最大的石油與石油化工集團之一久妆。位居2001年財富雜志全球五百強的第7位晌杰。公司總部設在倫敦。 在2001年4月30..
閱讀全文
首頁
上頁
2936
2937
2938
2939
2940
2941
2942
2943
2944
2945
2946
2947
2948
2949
2950
2951
2952
2953
2954
2955
2956
2957
2958
2959
2960
2961
2962
2963
2964
2965
2966
2967
2968
2969
2970
2971
2972
2973
2974
2975
下頁
未頁
豪哐荩克斯康 HEXAGON 官方網(wǎng)站
海克斯康 HEXAGON 產(chǎn)品一覽
河岩疲克斯康 HEXAGON 應用案例
美國自動精密工程 官方網(wǎng)站
美國自動精密工程 產(chǎn)品一覽
美國自動精密工程 應用案例
法如 FARO 官方網(wǎng)站
法如 FARO 產(chǎn)品一覽
法如 FARO 應用案例
鹤从克斯康攜手青島工程職業(yè)學院共建“海克斯康技能認證培訓中心”
呵⒉樱克斯康OCTAV HP入選工信部主辦高端儀器論壇首發(fā)產(chǎn)品
AI+影像測量撒肉,強強聯(lián)合讓檢測效率與精度雙提升
海克斯康榮獲首屆制造業(yè)智能化解決方案創(chuàng)新大賽二等獎及優(yōu)秀作品獎
大會日程 | 邀您共赴号枋觯克斯康2024“世界計量日”主題大會
專題系列線上研討會 | 聚焦零部件表面精密加工整體解決方案实腹,推動新質(zhì)生產(chǎn)力的發(fā)展!
消費電子產(chǎn)業(yè)越來越“卷”嗡吸!制造商如何借數(shù)字化之力逆襲拓坠?
達諾巴特參加2024年斯圖加特磨削展
客戶優(yōu)享整機 | PMG-W20000交付案例 | 展廳現(xiàn)貨快速交付PMG-12000
達諾巴特戰(zhàn)略收購美國列車車輪維修公司Delta Wheel Truing Solutions
漲知識便浮!切削液使用過程中常見問題及解決方案
百超激光上下料系統(tǒng)ByTrans Extended
海德漢全新TNC 7數(shù)控系統(tǒng)創(chuàng)新的功能
質(zhì)量管理 | 質(zhì)量大數(shù)據(jù)管理系統(tǒng)助力模具行業(yè)數(shù)字化轉(zhuǎn)型
生產(chǎn)制造 | 產(chǎn)品加工-毫ň埽克斯康工業(yè)軟件 EDGECAM 2024新功能增強之-五軸聯(lián)動加工
線下培訓 | 五月最后三場CAE免費培訓,速來報名尤痒!
設計仿真 | 直播預告-Actran 2024.1新功能介紹
直播預告-質(zhì)量難題怎么破曾谁?企業(yè)數(shù)字化轉(zhuǎn)型看這篇
Mazak活動預告 | DISCOVER 2024 自動化及綜合應用展示會
API Radian激光跟蹤儀工業(yè)機器人標定應用紀實
極限挑戰(zhàn)| 雷尼紹FORTiS?封閉式光柵極端測試結(jié)果竟然是……
潤滑油抗泡劑選擇與注意事項
探索折彎新境界:薩瓦尼尼第二屆技術(shù)研討會帶你玩轉(zhuǎn)多邊折彎新高度!
邀請函 | 潤滑油品經(jīng)銷代理商年度重磅活動悔叽,6月上海國際潤滑油展邀您參與莱衩!
樹立行業(yè)新標桿,福斯中國高性能潤滑脂工廠正式投產(chǎn)
開啟報名| 2024 ANCA年度刀具大賽
誠邀6月DMC參觀 | 一汽模具制造——致力于提供白車身極致解決方案
輪轂單元鉆孔—OSG有自己的提案
負載升級娇澎,應用更廣 | 庫卡KR CYBERTECH nano弧焊機器人鑄造工業(yè)焊接未來
全球第一笨蚁!中國造船業(yè)綜合競爭力全面超越韓國
Copyright © 1997-2024
mmsonline.com.cn
All rights reserved.
國際金屬加工網(wǎng)
版權(quán)所有













")
")
")