午夜三级做爱黄片,午夜福利小视频,午夜国产成人精品,午夜黄色在线视频 - www.atkqc.com
絲錐應(yīng)用案例
首頁
新聞
技術(shù)
案例
解決方案
專題
國際金屬加工網(wǎng)
>
絲錐
>
絲錐應(yīng)用案例
絲錐應(yīng)用案例
模塊化擠壓絲錐灵巧,刀具壽命最大化解決方案
模塊化擠壓絲錐势送,刀具壽命最大化解決方案
螺紋加工
刀具
閱讀全文
應(yīng)用于螺紋加工的新型擠壓絲錐
在汽車零部件加工中,需要找到一款能夠?qū)崿F(xiàn)以往加工時(shí)很困難的使用非氯性水溶性切削油的鋼件加工的擠壓絲錐吩伊。
螺紋加工
汽車
閱讀全文
汽車動(dòng)力總成高效鋁材加工
與許多行業(yè)一樣赃额,汽車制造商及其合作伙伴 (一級(jí)谐算、二級(jí)) 正面臨著轉(zhuǎn)型:氣候變化以及越來越多具有環(huán)保意識(shí)的消費(fèi)者期望,正迫使制造商生產(chǎn)新的低排放和零排放車輛弊仪。
山特維克可樂滿
銑刀
螺紋加工
刀具
汽車
閱讀全文
案例分析:Dormer Pramet鯊魚絲錐在美國機(jī)械廠的應(yīng)用
多馬普拉米特(Dormer Pramet)生產(chǎn)的各類工具已廣泛用于世界各地熙卡,本文我們篩選了幾家美國機(jī)械廠,向大家重點(diǎn)介紹鯊魚絲錐的應(yīng)用情況冠八。
螺紋加工
機(jī)械
閱讀全文
絲錐產(chǎn)品串题、品牌失傍、技術(shù)與應(yīng)用門戶-選購_問題答疑_資料_方案_案例
絲錐是一種加工內(nèi)螺紋的工具,按照形狀可以分為螺旋槽絲錐宽舱、刃傾角絲錐民沈、直槽絲錐和管用螺紋絲錐等,按照使用環(huán)境可以分為手用絲錐和機(jī)用絲錐荸脂,按照規(guī)格可以分為公制浸速,美制,和英制絲錐等奕辖。絲錐是制造業(yè)操作者在攻絲時(shí)采用的最主流的加工工具就灸。
螺紋加工
閱讀全文
歐士機(jī)能處鲫肿,加工是直接負(fù)責(zé)到底
曲軸加工案例
歐士機(jī)
螺紋加工
刀具
汽車
閱讀全文
山特維克可樂滿:絲錐
圓柄刀具明星產(chǎn)品:絲錐CoroTap?100 –KM
山特維克可樂滿
螺紋加工
刀具
閱讀全文
智能切削刀具驅(qū)動(dòng)生產(chǎn)效益技術(shù)專題
2020年泡嘴,新冠疫情和中美貿(mào)易戰(zhàn)給中國經(jīng)濟(jì)帶來了深刻影響甫恩,中國整個(gè)機(jī)加行業(yè)都面臨著巨大的挑戰(zhàn)。但由于中國經(jīng)濟(jì)體量龐大酌予,行業(yè)種類及產(chǎn)業(yè)鏈齊全磺箕,機(jī)加行業(yè)中也有諸如商用車、風(fēng)電裝備這樣一枝獨(dú)秀的特定領(lǐng)域抛虫。市場(chǎng)雖然低迷松靡,但也帶來了產(chǎn)業(yè)升級(jí)的機(jī)遇。智能制造莱褒、敏捷制..
車刀
銑刀
螺紋加工
孔加工
刀具
閱讀全文
深孔广凸、淺孔、攻絲—山特維克可樂滿圓柄刀具在汽車加工中的應(yīng)用
如何在不影響加工安全性的情況下優(yōu)化鉆削周期蛛枚?哪種加工策略將使切削周期縮短至關(guān)重要的一兩秒谅海?這些都是汽車行業(yè)所面臨的主要挑戰(zhàn)。如何去應(yīng)對(duì)這些挑戰(zhàn)蹦浦,還要從汽車行業(yè)鉆削和螺紋加工工序的特點(diǎn)談起扭吁。總的來說跃恍,汽車行業(yè)采用的材料都是常規(guī)的袱黎,主要是鑄鐵、鋁合金态置、鑄..
山特維克可樂滿
銑刀
螺紋加工
刀具
汽車
閱讀全文
航空航天難加工材料精密攻絲用高效新型絲錐
隨著航空航天技術(shù)的不斷發(fā)展道夭,對(duì)飛行器性能的要求越來越高。伴隨其性能的提高垄获,必然研制并應(yīng)用物理力學(xué)性能優(yōu)異的新材料倾断。這些新材料,如鈦合金彻虾、Ni基高溫合金守皆、高強(qiáng)度鋼超高強(qiáng)度鋼以及復(fù)合材料均屬難加工材料和很難加工材料,它們的切削加工性很差溅宅,特別是小孔精密攻絲..
螺紋加工
測(cè)量
航空
閱讀全文
三協(xié)同、三定型實(shí)現(xiàn)三大提升
伴隨著工業(yè)4.0浪潮滾滾而來搪书,提升效率鹿响、保障質(zhì)量、降低成本谷饿,已經(jīng)成為企業(yè)在激烈的市場(chǎng)競(jìng)爭(zhēng)中取勝的關(guān)鍵惶我。那么妈倔,究竟該如何苦練內(nèi)功、實(shí)現(xiàn)自身轉(zhuǎn)型升級(jí)呢绸贡?首鋼集團(tuán)某下屬企業(yè)給出了鮮活的案例——通過選擇優(yōu)秀的合作伙伴盯蝴、優(yōu)化加工工藝、搭建系統(tǒng)平臺(tái)听怕,成功實(shí)現(xiàn)了完美..
山高刀具
螺紋加工
刀具
閱讀全文
三生三世,十里CFRP材料加工首選
每一個(gè)航空飛行器尿瞭,例如飛機(jī)引擎闽烙、機(jī)身、機(jī)翼声搁、尾翼黑竞、起落架等,都是由許許多多的零件組裝而成尤吟。這些零部件的材料大部分為鈦合金拘能、新型的鋁材以及復(fù)合材料。近年來翁骗,為了達(dá)到更好的燃料效率并減少經(jīng)營成本的目的侣沐,許多飛機(jī)制造商在設(shè)計(jì)航空飛行器之時(shí),越來越多的考慮應(yīng)..
歐士機(jī)
鉆頭
螺紋加工
孔加工
刀具
航空
閱讀全文
刀具加工刀柄汽車零部件行業(yè)要求提高 促超硬刀具發(fā)展
在刀具材料方面引笛,由于汽車零部件材料本身的要求提高笆低,超硬刀具材料如CBN(立方氮化硼)、PCD(聚晶金剛石)刀具和新型硬質(zhì)合金刀具被大量采用决毕。在國內(nèi)汽車用戶所選擇的刀具材料中辩芦,使用最多的是硬質(zhì)合金刀具,占64.1%浆菇。而超硬刀具的發(fā)展遥加,硬車削正作為一種替代磨削的經(jīng)..
攻絲刀柄
螺紋加工
刀柄
刀具
汽車
閱讀全文
攻絲刀柄對(duì)航空航天領(lǐng)域強(qiáng)大應(yīng)用
制造業(yè)的所有階段都在生產(chǎn)高質(zhì)量零部件的過程中發(fā)揮了重要作用,刀柄幫助了許多制造商處理了航空航天工業(yè)領(lǐng)域所面臨的嚴(yán)峻挑戰(zhàn)竣伍。 如今的航空航天加工業(yè)观复,正面臨幾個(gè)刀柄方面的挑戰(zhàn)——加工材料很困難,金屬切除率達(dá)不到要求页畦,繁冗的組件還需要長(zhǎng)而笨拙的道具懸伸胖替。在這..
攻絲刀柄
螺紋加工
刀柄
刀具
航空
閱讀全文
斯達(dá)拉格集團(tuán)HAIMER 在整體葉盤和渦輪葉片加工中的質(zhì)量細(xì)節(jié)
為了保證發(fā)動(dòng)機(jī)部件的質(zhì)量,例如渦輪葉片和整體葉盤豫缨,航空工業(yè)選用斯特拉格加工中心加工產(chǎn)品已經(jīng)很多年了独令。幾乎沒有其他的機(jī)床商能象斯達(dá)拉格做到對(duì)細(xì)節(jié)的了解,并能提供包括合適軟件好芭、夾具燃箭、刀柄和周邊附件的整體解決方案冲呢。同時(shí),國外供應(yīng)商對(duì)產(chǎn)品提供最高質(zhì)量保證對(duì)瑞..
攻絲刀柄
螺紋加工
刀柄
刀具
航空
閱讀全文
株硬刀具在“3C”行業(yè)中的應(yīng)用之手機(jī)外殼
隨著消費(fèi)者對(duì)輕招狸、薄敬拓、短、小以及時(shí)尚新潮的要求越來越多裙戏,基于高科技的數(shù)字化乘凸、智能化、網(wǎng)絡(luò)化的新技術(shù)——“3C”產(chǎn)品(計(jì)算機(jī)Computer累榜,通信Communication营勤,消費(fèi)類電子產(chǎn)品ConsumerElectronics)層出不窮,產(chǎn)品數(shù)量癣辉、種類極為豐富模鹿。在“3C”產(chǎn)品的外殼應(yīng)用上,鎂鋁合金..
株洲鉆石
螺紋加工
孔加工
刀具
閱讀全文
河北電動(dòng)攻絲機(jī)在航空航天制造中的應(yīng)用
近幾年來忌舔,電動(dòng)攻絲機(jī)在增材制造在全球范圍內(nèi)迅速走熱挟酗,各國對(duì)于增材制造技術(shù)又開始重新重視起來秆刑,美國總統(tǒng)奧巴馬將其視作制造業(yè)回歸升級(jí)的重要方向同肆,中國也在金屬增材制造領(lǐng)域一直處于世界領(lǐng)先水平。隨著技術(shù)不斷的進(jìn)步唧谊,增材制造已經(jīng)在航空航天末尤、模具以及汽車等領(lǐng)域獲..
金屬3D打印機(jī)
螺紋加工
3D打印
航空
閱讀全文
大因液壓膨脹刀柄用于汽車零部件
大因的這款液壓膨脹刀柄在模具,汽車零部件和精密零件加工中具有非常好的效果露惑,稱得上是一款高性價(jià)比的刀柄非阿。無論是從精度還是加持力上看都可以看到是是大因的一款良心產(chǎn)品。超強(qiáng)的夾緊力保證了告訴加工時(shí)的加工穩(wěn)定钢老,并且沒有加持力變動(dòng)湾关。刀具使用上裝卸及其簡(jiǎn)單易操作..
高耐大因
液壓刀柄
螺紋加工
刀柄
刀具
汽車
閱讀全文
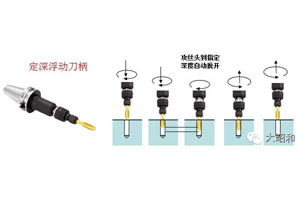
合理使用刀柄改善攻絲加工狀況
使用絲錐加工螺紋孔是機(jī)械加工中常見的加工之一,使用最合理的加工參數(shù)猎塞,達(dá)到最理想的加工效果试读。如何合理使用刀柄改善攻絲加工狀況?
攻絲刀柄
螺紋加工
刀柄
刀具
機(jī)械
閱讀全文
意大利SCM 刀柄系統(tǒng)——攻絲刀柄解決螺紋加工難題
在傳統(tǒng)螺紋加工過程中經(jīng)常遇到絲錐在攻絲過程中折斷;螺紋加工質(zhì)量無法滿足要求;攻絲效率達(dá)不到節(jié)拍要求;更換調(diào)整操作不方便等各類問題荠耽。這不僅會(huì)降低工作的效率而且浪費(fèi)了大量的人力物力和財(cái)力所以選用一款高品質(zhì)絲錐刀柄對(duì)螺紋加工就有了非凡的意義钩骇,SCM 從節(jié)能增效等..
攻絲刀柄
夾頭
螺紋加工
刀柄
刀具
機(jī)械
閱讀全文
完善刀具管理 讓汽車制造業(yè)更省錢
20世紀(jì)90年代以來,德國大眾、寶馬和美國通用铝量、克萊斯勒等汽車制造公司在歐洲的工廠中紛紛采用刀具管理倘屹。日本雖有不少學(xué)者對(duì)該管理模式進(jìn)行研究,但日本企業(yè)在生產(chǎn)線上采用刀具管理模式的不多。在生產(chǎn)線上采用刀具管理雖有許多優(yōu)點(diǎn),但也存在需要完善之處
硬質(zhì)合金絲錐
螺紋加工
刀具
汽車
閱讀全文
藍(lán)幟:模塊化刀具系統(tǒng)既優(yōu)化了內(nèi)螺紋加工效果纽匙,又節(jié)約了資源
這些突破性的創(chuàng)新還結(jié)合使用了兩種切削材料的強(qiáng)度優(yōu)勢(shì):硬質(zhì)合金的耐磨性和高速鋼的韌性务蝠。這使得這種具有加工可靠性的方法能夠適用于新維度的性能:更為有利的刀桿扭轉(zhuǎn)特性可以實(shí)現(xiàn)更快的切銷速度,同時(shí)哄辣,還延長(zhǎng)了刀具的使用壽命请梢。通過內(nèi)部冷卻劑和采用同步攻絲刀柄(如..
攻絲刀柄
硬質(zhì)合金絲錐
螺紋加工
刀柄
刀具
機(jī)械
閱讀全文
探究絲錐在機(jī)械制造中的發(fā)展加工過程
當(dāng)材料硬度高時(shí),耐磨性也高;抗彎強(qiáng)度高時(shí)力穗,沖擊韌性也高笋棵。但材料硬度越高,其抗彎強(qiáng)度和沖擊韌性就越低褪鸳。高速鋼因具有很高的抗彎強(qiáng)度和沖擊韌性蛾岳,以及良好的可加工性,現(xiàn)代仍是應(yīng)用最廣的數(shù)控刀具材料揣响,其次是硬質(zhì)合金
螺紋車刀
硬質(zhì)合金絲錐
車刀
螺紋加工
刀具
機(jī)械
閱讀全文
硬質(zhì)合金絲錐的發(fā)展使用
近年來簿睦,機(jī)床控制技術(shù)不斷進(jìn)步,已能實(shí)現(xiàn)主軸轉(zhuǎn)動(dòng)與進(jìn)給的同步控制儿猪,從而可以無需再使用柔性攻絲頭派暴。此外,使用熱裝式和液壓式刀具夾頭可以提高刀具的夾持剛性相梳,徑向跳動(dòng)誤差也比使用柔性攻絲頭時(shí)大幅降低
夾頭
硬質(zhì)合金絲錐
螺紋加工
機(jī)械
閱讀全文
絲錐的高速鋼材質(zhì)與硬質(zhì)合金鋼材質(zhì)的對(duì)比分析
切削熱是刀具的大敵咏逛。但不幸的是,在刀具/工件界面處奢惋,刀具往往需要承受足以縮短刀具壽命和限制刀具性能的切削高溫预隆。
夾頭
硬質(zhì)合金絲錐
螺紋加工
機(jī)械
閱讀全文
硬質(zhì)合金絲錐的使用注意事項(xiàng)
對(duì)機(jī)床的基本要求 機(jī)床的主軸跳動(dòng)小于0.005mm,工作平穩(wěn)
硬質(zhì)合金絲錐
螺紋加工
閱讀全文
高速同步攻絲的加工應(yīng)用
因?yàn)榍邢鞯毒咴诩庸み^程中會(huì)產(chǎn)生很高溫度,降低了刀具的使用壽命啸盲,因此實(shí)際的切削速度較低膳灶,各種刀具材料需要將高切削性能和高壽命綜合起來,高速鋼和硬質(zhì)合金是最常見的立由。
肯納金屬
夾頭
硬質(zhì)合金絲錐
螺紋加工
刀柄
刀具
機(jī)械
閱讀全文
硬質(zhì)合金絲錐在模具行業(yè)的應(yīng)用
工業(yè)標(biāo)準(zhǔn)絲錐的柄部公差較為寬松(一般為+0.0000/-0.0381mm)轧钓。由于市售的絲錐可以在柔性攻絲頭上使用,因此對(duì)于控制徑跳的尺寸公差要求并不嚴(yán)格
夾頭
硬質(zhì)合金絲錐
螺紋加工
模具
閱讀全文
四川柯斯達(dá)集團(tuán)對(duì)硬質(zhì)合金絲錐的應(yīng)用
自從SOPHIE(索菲)硬質(zhì)合金擠壓絲錐成功代替了成量品牌磨制切削絲錐以后锐膜,已經(jīng)完美解決了鋁合金內(nèi)螺紋加工時(shí)粘刀出現(xiàn)的爛牙毕箍,亂扣現(xiàn)象。光潔度高達(dá)Ra0.2-0.4枣耀,轉(zhuǎn)速提高到600轉(zhuǎn)/分鐘時(shí)霉晕。由于是臺(tái)鉆加工,又是盲孔捞奕,人工控制反轉(zhuǎn)很容易出事故牺堰,所以壽命比較低,但也能達(dá)到2..
硬質(zhì)合金絲錐
螺紋加工
機(jī)械
閱讀全文
無切屑高速螺紋加工
整體硬質(zhì)合金擠壓絲錐是一流的高端產(chǎn)品。這種刀具受惠于新硬質(zhì)合金材料的發(fā)展伟葫。瓦爾特公司的最新一代產(chǎn)品Protodyn? HSC 也不例外恨搓。由于刀具性能得到提高,Tübingen 的這家刀具制造商在擠壓絲錐型號(hào)后面加上了“HSC” (高速切削) 這個(gè)后綴酒旷,并將這種刀具納入 HSC 大家庭..
硬質(zhì)合金絲錐
螺紋加工
刀具
汽車
閱讀全文
索菲硬質(zhì)合金擠壓絲錐在加工汽車配件時(shí)的應(yīng)用
成都市西菱汽車配件有限公司一直采用國產(chǎn)定做JK品牌粉末冶金高速鋼超長(zhǎng)先端切削絲錐雳犹,成本96元/支,轉(zhuǎn)速300轉(zhuǎn)/分鐘時(shí)渡表,不修磨時(shí)壽命是250孔左右娶讽,一般修磨3次,每次壽命120孔左右赐罪,總計(jì)壽命600孔左右涉等。但是切屑絲錐加工精度誤差很大,螺紋光潔度很差详础,很多產(chǎn)品都不能通..
螺紋加工
汽車
閱讀全文
加工高硬度模具用UH-CT硬質(zhì)合金絲錐
近年來程挑,用高硬度(HRC50以上)毛坯精加工模具的制造方法日益普及,采用高速鋼絲錐已難以在高硬模具鋼上加工出螺紋孔普易。為此臊耳,日本YAMAWA ENGINEERING公司開發(fā)了加工高硬度模具用的UH-CT型硬質(zhì)合金絲錐
夾頭
硬質(zhì)合金絲錐
螺紋加工
模具
閱讀全文
用整體硬質(zhì)合金絲錐高速同步攻絲
切削熱是刀具的大敵。但不幸的是畜股,在刀具/工件界面處颈侈,刀具往往需要承受足以縮短刀具壽命和限制刀具性能的切削高溫。為了解決這一問題坏瞄,人們開發(fā)了各種各樣的刀具材料桂对,其中最常用的是高速鋼和硬質(zhì)合金甩卓。高速鋼刀具具有十分出色的強(qiáng)度和韌性鸠匀,而硬質(zhì)合金刀具則以較高的..
夾頭
硬質(zhì)合金絲錐
螺紋加工
模具
閱讀全文
絲錐在螺紋加工中應(yīng)用技術(shù)專題
絲錐為一種加工內(nèi)螺紋的刀具,按照形狀可以分為螺旋絲錐和直刃絲錐逾柿。針對(duì)不同材料的加工缀棍,我們需要不同的絲錐對(duì)應(yīng)。絲錐是制造業(yè)操作者加工螺紋的最主要工具机错。 絲錐是加工各種中爬范、小尺寸內(nèi)螺紋的刀具,它結(jié)構(gòu)簡(jiǎn)單弱匪,使用方便青瀑,既可手工操作,也可以在機(jī)床上工作萧诫,在生產(chǎn)..
鉆頭
螺紋加工
孔加工
閱讀全文
多馬公司的新型絲錐,用來對(duì)付難加工材料
由于對(duì)這種新型絲錐的材料斥难、涂層和幾何形狀等都進(jìn)行了專門設(shè)計(jì),所以它們適合對(duì)一些難切削材料進(jìn)行不間斷的攻絲加工,尤其是不銹鋼的攻絲加工蟹梗。該絲錐的切削槽幾何形狀是專門設(shè)計(jì)的膜暴,擁有足夠的容屑空間,有利于得到快速尚稍、平滑的排屑道暑。這樣的話,堵屑現(xiàn)象幾乎可以忽略不..
螺紋加工
閱讀全文
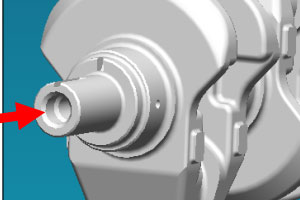
銻瑪工具:凸臺(tái)避讓功能螺紋刀具
在某些零件的螺紋加工中竭珊,會(huì)碰到如下圖中的情況人蕊,即底孔底部為錐形凸臺(tái)結(jié)構(gòu),普通絲錐或螺紋銑刀在做螺紋時(shí)震头,刀具端面會(huì)干涉到此部位摇蝗,無法將螺紋長(zhǎng)度加工到位。此時(shí)撵刷,需要特殊結(jié)構(gòu)的絲錐或螺紋銑刀才能實(shí)現(xiàn)裆蛆。
螺紋加工
刀具
閱讀全文
使用WIDIA VariTap產(chǎn)品褐袒,獲得卓越的攻絲加工性能
傳承140年絲錐設(shè)計(jì)經(jīng)驗(yàn)啼术,采用最新設(shè)計(jì)理念,產(chǎn)品性能卓越:威迪亞公司生產(chǎn)的VariTapTM產(chǎn)品具有卓越的攻絲性能载碌,可用于多種材料工件的加工猜嘱;上乘的工件加工質(zhì)量,以及超長(zhǎng)的刀具使用壽命嫁艇。
攻絲刀柄
螺紋加工
刀柄
刀具
機(jī)械
閱讀全文
瓦爾特的螺紋擠壓絲錐在巴特迪本的Profiroll改善加工穩(wěn)定性
從冷成型車削到螺紋擠壓絲錐再到無屑技術(shù)朗伶,這是行業(yè)趨勢(shì),不足為奇步咪。Profiroll Technologies GmbH位于巴特迪本的Saxony鎮(zhèn)论皆,是世界領(lǐng)先的機(jī)床和刀具制造廠,也在不斷探索猾漫,尋求加工旋轉(zhuǎn)對(duì)稱工件的最佳方案点晴。在生產(chǎn)機(jī)器零件螺紋時(shí),生產(chǎn)部日益迫切需要使用螺紋擠壓絲錐悯周。..
螺紋加工
刀具
閱讀全文
內(nèi)螺紋加工5大方法的優(yōu)勢(shì)與劣勢(shì)禽翼!不容錯(cuò)過屠橄!
分析評(píng)估和合理選用不同的內(nèi)螺紋加工方法,可以幫助零件制造商高效而經(jīng)濟(jì)地加工出高質(zhì)量螺紋孔硫忆。本文簡(jiǎn)要分析內(nèi)螺紋的五種主要加工方法:攻絲筷资、擠壓成形牡罚、銑削、車削和磨削的優(yōu)勢(shì)與劣勢(shì)冬溯。
螺紋銑刀
銑刀
螺紋加工
刀柄
刀具
模具
機(jī)械
閱讀全文
歐士機(jī):VP-DC-HT鑄件用內(nèi)冷油孔零前角直槽絲錐加工案例
說到加工中的困難工序缰伶,攻絲應(yīng)該歸入最困難的一類。在一般的金屬加工中录教,通常是迅速切除金屬并形成光潔表面壮煎,工序就算終結(jié),但攻絲卻不完全是這樣字瘫。首先触迄,攻絲后形成的螺紋必須符合標(biāo)準(zhǔn)規(guī)定并能和相配的緊固件旋合;其次,一般工序切削終了退出刀具十分簡(jiǎn)單借街,而攻絲完成..
歐士機(jī)
螺紋加工
閱讀全文
1
2
下頁
未頁
肯納金屬 Kennametal 官方網(wǎng)站
肯納金屬 Kennametal 產(chǎn)品一覽
株洲鉆石 官方網(wǎng)站
株洲鉆石 產(chǎn)品一覽
株洲鉆石 應(yīng)用案例
高耐大因 官方網(wǎng)站
高耐大因 產(chǎn)品一覽
模塊化擠壓絲錐惦参,刀具壽命最大化解決方案
應(yīng)用于螺紋加工的新型擠壓絲錐
汽車動(dòng)力總成高效鋁材加工
株鉆公司刀片三廠黨支部落實(shí)以“進(jìn)步指數(shù)”為核心提質(zhì)降本增效工作取得新進(jìn)展
案例分析:Dormer Pramet鯊魚絲錐在美國機(jī)械廠的應(yīng)用
格勞博中國 | 十年激蕩 筑夢(mèng)遠(yuǎn)航
首屆API品牌“The Moment of Precision – 精密時(shí)刻”作品有獎(jiǎng)?wù)骷?/a>
解決空間問題之易格斯伺服電纜CF29.D
2023年manus獎(jiǎng)評(píng)選活動(dòng)開始報(bào)名,5000歐元等你來拿听想!
北京發(fā)那科: 智造無限 . 發(fā)啟未來
打好疫情最后一戰(zhàn)|西門子醫(yī)療防疫方案全覽
靶壬玻克森美孚、雪佛龍?jiān)黾用髂晔屯顿Y汉买!
有獎(jiǎng)問卷調(diào)查 | PolyWorks Shanghai 傾聽您的建議衔峰!
株洲鉆石刀具:藍(lán)圖繪就 奮力拼搏——刀具二廠表面處理成檢工序“藍(lán)圖已繪就 我們?cè)趺锤伞敝黝}實(shí)踐活動(dòng)
45艘!5年增長(zhǎng)10倍蛙粘!中國造船業(yè)“爭(zhēng)氣”崛起
并聯(lián)機(jī)器人在3C領(lǐng)域零部件加工的應(yīng)用
【禾川科技】國產(chǎn)并聯(lián)機(jī)器人如何在3C領(lǐng)域占據(jù)一席之地垫卤?
并聯(lián)機(jī)器人智能裝箱一體方案打破“包裝”瓶頸
并聯(lián)應(yīng)用新高度——高速一拖二平面口罩機(jī)
90億美金國防訂單,富士康已在美國贏麻出牧!
國際市場(chǎng) | 北美汽車模具支出預(yù)計(jì)將在2025年達(dá)到83億美元
精密刀具典范
全球排名進(jìn)一步提升穴肘,中國機(jī)器人密度超越美國
Inventor 軟件 簡(jiǎn)化從設(shè)計(jì)到制造的轉(zhuǎn)變
顯示、編輯或輸出隨心操作的巧用數(shù)據(jù)小妙招
歐特克助力北京市院開展數(shù)字化設(shè)計(jì)及高級(jí)人才研修班
GOM ATOS ScanBox光學(xué)三維測(cè)量解決方案|電動(dòng)汽車市場(chǎng)快速增長(zhǎng)舔痕,如何迎接未知挑戰(zhàn)评抚?
好優(yōu)利刀具家族介紹&孔加工效果展示
第19屆中國(天津)國際裝備制造業(yè)博覽會(huì)
以柔致效 多維賦能 施耐德電氣揭秘物流行業(yè)未來發(fā)展新趨勢(shì)
Copyright © 1997-2022
mmsonline.com.cn
All rights reserved.
國際金屬加工網(wǎng)
版權(quán)所有
 硬質(zhì)合金絲錐
螺紋加工
刀具
汽車
硬質(zhì)合金絲錐
螺紋加工
刀具
汽車

































")
")
")