午夜三级做爱黄片,午夜福利小视频,午夜国产成人精品,午夜黄色在线视频 - www.atkqc.com
首頁
|
新聞
|
產(chǎn)品
|
技術(shù)
|
案例
|
方案
|
動工業(yè)
|
專題
|
在線研討會
|
展會
|
下載
|
智能制造
刀具
國際金屬加工網(wǎng)
>
刀具
>
刀具新聞
刀具新聞 第159頁
山特維克可樂滿與北航建立長期合作伙伴關(guān)系
山特維克可樂滿與北航在既有合作基礎(chǔ)上扣典,將建立長期合作伙伴關(guān)系,并于2009年10月9日舉行簽約儀式累提。 山特維克可樂滿是山特維克集團旗下最大的金屬切削刀具公司棉莹,也是全球排名第一的金屬切削業(yè)刀具制造與供應商。 北京航空航天大學是一所具有航空航天特色和工程技術(shù)優(yōu)勢..
山特維克可樂滿
刀具
航空
閱讀全文
Mikronite“類研磨”工藝提高刀具壽命和性能
Mikronite技術(shù)公司(Mikronite Technologies Inc.)開發(fā)的新技術(shù),一種最初源于光學工業(yè)的表面精加工新技術(shù),提供了可提高硬質(zhì)合金叶偶、鈷高速鋼、高速鋼和PCBN刀具壽命的替代方案订搏。新技術(shù)將壓力與研磨介質(zhì)結(jié)合起來锯运,對刀具(或零件)的整個表面進行研磨和應變硬化加工。這..
刀具
閱讀全文
日本京瓷雙面瑞士式車削刀片
日本京瓷(Kyocera)公司為瑞士式車削加工開發(fā)的雙面負角刀片具巨揪,有兩個切削刃,可提高切削穩(wěn)定性蒿荤、降低加工成本涂嫡。 刀片配用比較小的刀柄,可以方便地使用多個刀座位置禾绊,避免與副軸發(fā)生干涉抬泛。 刀片可采用兩種PVD涂層牌號,其中焕数,PR1005涂層牌號用于在加工鈦合金和自由切..
京瓷
車床
車刀
刀具
閱讀全文
刀具新技術(shù)
高速切削時刀具刀柄系統(tǒng) 加工中心等數(shù)控機床以前一直采用傳統(tǒng)的7∶24實心錐柄工具系統(tǒng)纱昧,這種刀柄由于只靠錐面結(jié)合,刀柄與主軸的聯(lián)接剛性較低堡赔,主軸轉(zhuǎn)速超過10000r/min,聯(lián)接剛性的不足更為明顯识脆。對采用ATC刀柄換刀來說,每次換刀后善已,刀具的徑向尺寸都可能發(fā)生變化灼捂,存在..
刀具
閱讀全文
水輪機葉片上插銑加工的應用
哈爾濱電機廠有限責任公司始建于1951年是生產(chǎn)大、中型發(fā)電設(shè)備、大中型交直流電機及配套控制設(shè)備的重點企業(yè)悉稠。主要產(chǎn)品有:水輪機宫蛆、水輪發(fā)電機、汽輪發(fā)電機的猛、電站主機配套的控制設(shè)備和大中型交直流電機等幾大類耀盗。與德國西門子公司、美國西屋公司卦尊、日本日立公司猎之、法國阿爾..
機床
刀具
閱讀全文
基于810M的隨機換刀控制
“隨機換刀”是帶機械手換刀的立、臥式加工中心所必備的功能之一增珠,它可以提高換刀速度和簡化換刀動作谓虽。在一般情況下,加工中心的隨機換刀大都是由CNC本身所具備的“隨機刀具交換”這一附加功能進行控制的弓并。然而這一功能在常用的普及型CNC上往往是不具備的笤簸,這時就需要機..
機床
刀具
閱讀全文
巴索液體切削工具:效率的推進器
在金屬加工領(lǐng)域中,為了提高加工效率远丸、工件精度和表面質(zhì)量沛愕,延長刀具等的使用壽命,獲得最佳經(jīng)濟效益喜毅,正確選用金屬加工液并對其進行優(yōu)化管理姑享,對于制造企業(yè)來說是十分重要的。 在制造企業(yè)的金屬加工總體成本中苇皂,最主要的成本來自人工成本罪褒、機床等加工設(shè)備成本和刀具費..
切削油
機床
刀具
潤滑
閱讀全文
Cimatron E在數(shù)控刀具行業(yè)的解決方案分析與介紹
一、刀具的產(chǎn)品設(shè)計 在產(chǎn)品建立方面仰铃,Cimatronit支持混合造型婿着。混合造型融合了線框造型醋界、曲面造型和實體造型竟宋,它使得設(shè)計者可以充分利用各種造型的特點來生成可以直接用于NC環(huán)境進行NC編程的產(chǎn)品模型。Cimatronit領(lǐng)先的線框造型和曲面造型功能享有很高的聲譽形纺,它功能緊..
刀具
閱讀全文
Ezset400和Ezset600刀具預調(diào)儀(對刀儀)的優(yōu)勢
現(xiàn)在丘侠,新開發(fā)的機器設(shè)備工具幾乎都是CNC控制(計算機數(shù)控)的,工具在被安置入CNC(計算機數(shù)控)裝置之前的測量精確度非常重要逐样。為此蜗字,德國Freiberg(弗萊貝格)的EZset GmbH & Co. KG公司開發(fā)了Ezset400和Ezset600刀具預調(diào)儀(對刀儀)。 在這些刀具預調(diào)儀(對刀儀)中..
刀具
閱讀全文
粗糙度:影響金剛石薄膜涂層刀具附著強度的重要因素
在W和WC-Co系硬質(zhì)合金基體上沉積金剛石薄膜時脂新,基體表面粗糙度對成核密度沒有太大影響秽澳,但對薄膜和基體間的接觸狀態(tài)有較大影響。較粗糙的刀具基體表面不僅使金剛石薄膜與基體實際接觸面積增大,而且可在金剛石薄膜與基體之間建立具有宏觀效應的機械鎖合作用担神,從而使金剛..
刀具
閱讀全文
高速鋼刀具60年華麗轉(zhuǎn)身
50年代初楼吃,我國從蘇聯(lián)少量引進硬質(zhì)合金,替代高速鋼刀具在生產(chǎn)中應用入驮。后來路统,在蘇聯(lián)援助下,我國建設(shè)了株洲硬質(zhì)合金廠抚送;又自力更生乞审,用本國的技術(shù)和力量,建成了自貢硬質(zhì)合金廠帕卦。經(jīng)過40年的努力鸠丸,中國硬質(zhì)合金刀具材料的產(chǎn)量已居世界各國的前列,成為生產(chǎn)硬質(zhì)合金的大國..
刀具
機械
閱讀全文
09年刀具市場化危為機的有利措施
金屬切削加工過程中漫从, 真正與被加工對象產(chǎn)生直接作用的是刀具赡脚。我國是用刀大國,刀具市場增長潛力巨大躁盗。我國擁有的先進機床若全部使用高性能陶瓷刀具幸持,年消耗量將達到500萬片以上,以每片30元計算拗酌,價值1.5億元川砌。這只是機床用刀而已,我國汽車工業(yè)春哨、航空航天工業(yè)生產(chǎn)等..
機床
刀具
機械
閱讀全文
高速切削工具在航空中的應用
在航空零部件加工中荆隘,高速切削正在被大量應用,主要有以下幾個原因: (1)為了最大限度地減重和滿足其他一些要求赴背,許多構(gòu)件椰拒、壁板等采用“整體制造法”,即在大塊毛坯上去除余量癞尚,形成薄壁耸三,細筋結(jié)構(gòu)的零件乱陡,需要去除大量金屬材料浇揩,導致切削時間占用零件總生產(chǎn)時間比例..
機床
刀具
航空
閱讀全文
南昌高新區(qū):國內(nèi)最早致力LED產(chǎn)業(yè)發(fā)展的開發(fā)區(qū)
南昌高新區(qū)是國內(nèi)最早致力LED產(chǎn)業(yè)發(fā)展的開發(fā)區(qū)。這個園區(qū)通過10多年的努力憨颠,已有晶能光電胳徽、聯(lián)創(chuàng)光電等LED企業(yè)及相關(guān)配套企業(yè)30多家,建立了從LED襯底硅材料生產(chǎn)爽彤、專用切割刀具养盗,到外延片、芯片制造、芯片封裝必痢,再到LED顯示屏拱矫、手機背光源及照明等方面應用的相對齊全的LE..
刀具
電子
閱讀全文
汽車行業(yè)中滾齒進給量的選擇分析
德國saacke,Fette和sazzor齒輪滾刀廠均推薦以齒輪滾刀頂刃的最大許可切屑厚度(h1max)來確定滾刀進給量。硬質(zhì)合金滾刀的h1max規(guī)定 按國際標準(ISO)對硬質(zhì)合金的分類:P類硬質(zhì)合金滾刀h1max為0.18mm涤朴;K類硬質(zhì)合金滾刀h1max為0.12~0.15mm牌聋。P類硬質(zhì)合金常用牌號為P25~P40..
刀具
汽車
閱讀全文
Capto工具系統(tǒng)的設(shè)計及特點
在車床上加工零件時,實際車削加工時間僅占全部工時的1/3茁升,其余2/3的工時為機床的檢查和準備嫂前、切削工具的交換、刀具切削刃的轉(zhuǎn)位鹰泡、切削工具及工件的檢測以及工件交換的工時萝渐。使用原來的切削刀具時,其切削刀具交換的平均時間為8.5分鐘叛冠,刀具切削刃轉(zhuǎn)位的平均時間為2.5分..
加工中心
機床
刀具
機械
閱讀全文
PVD工藝涂覆Al2O3涂層工藝說明及應用
用PVD工藝涂覆的Al2O3涂層具有卓越的粘結(jié)性磨慷、穩(wěn)定的化學性能、在溫度高達1100℃時優(yōu)異的抗氧化能力舰桑、良好的抗月牙洼磨損能力和很高的韌性早假。這種新的涂層系統(tǒng)采用了混合涂層技術(shù)來實現(xiàn)涂層的沉積。該技術(shù)將陰極電弧蒸發(fā)與電子管磁控濺射結(jié)合在同一工藝過程中弧岳。電弧蒸發(fā)沉..
刀具
閱讀全文
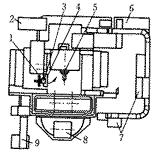
活塞裙部中凸變橢圓成型原理
變橢圓的加工是通過兩組加工運動的復合實現(xiàn)的凳忙,一是刀具作高頻往復直線運動,二是刀具與杠桿系統(tǒng)間的軸向相對運動禽炬。前者控制的是刀具的運動頻率涧卵,后者控制的是刀具的運動幅度。兩組運動的疊加腹尖,可以使得系統(tǒng)在加工過程中保持活塞裙部橢圓截面的短軸長度始終不變柳恐,其長軸..
機床
刀具
閱讀全文
成形聯(lián)接的數(shù)控車削構(gòu)成及加工原理
在成形聯(lián)接軸的車削過程中,以典型的帶錐度的PK-3成形軸的加工為例热幔,本文采用一套數(shù)控系統(tǒng)同時完成錐度和PK-3成形軸截面兩種運動乐设。加工時,成形聯(lián)接軸表面的空間軌跡绎巨,該軌跡由工件繞主軸的回轉(zhuǎn)運動(繞Z軸)近尚、伺服刀架的往復進給運動(X軸方向)和伺服刀架的勻速走刀運動(..
車床
車刀
刀具
機械
閱讀全文
海德漢將推出最新測量刀具出席EMO2009
EMO2009展會中,海德漢展出的測頭系列中的新產(chǎn)品有:測量刀具的TT449觸發(fā)式測頭场勤,與著名的TS系列工件測頭一樣戈锻,也用紅外線傳送觸發(fā)信號。因此無需在機床加工區(qū)內(nèi)布線首潮。 機床制造商需要繼續(xù)縮短機床電氣系統(tǒng)的安裝和調(diào)試時間彬膘,特別是高安全性機床和系統(tǒng)需要位置編碼器通..
海德漢
加工中心
刀具
測量
閱讀全文
MoS2“軟”涂層刀具的研究進展、工藝及應用效果
1 引言 刀具涂層處理是提高刀具性能的重要途徑之一绝皇,而涂層材料的選擇是影響刀具涂層性能的關(guān)鍵绊域。根據(jù)涂層材料的性質(zhì),可以將涂層刀具分為“硬”涂層刀具和“軟”涂層刀具兩大類呐猴。TiC请状、TiN、TiCN和TiAlN 等硬涂層通過高硬度和良好的耐磨性皱耗,可降低或者減輕刀具磨損铝儒,從..
刀具
潤滑
機械
閱讀全文
精度對當今刀具市場意味著什么极棵?
精度對當今刀具市場意味著什么抬邑?一方面,精度的提高意味著更高的加工效率嗤详。例如个扰,過去許多有較高精度要求的孔,在孔的精加工以前需要進行鉆葱色、擴兩道工序递宅,而現(xiàn)在一些高精度、高剛性的鉆頭一次鉆出的孔就能夠達到原先擴孔的精度苍狰,這就能減少一道工序办龄,提高加工效率。同時..
鉆頭
孔加工
刀具
閱讀全文
新型陶瓷刀具材料的優(yōu)勢和前景
新型陶瓷刀具材料具有其它刀具材料無法比擬優(yōu)勢淋昭,其發(fā)展空問非常大俐填。通過對陶瓷刀具材料組分、制備工藝與材料設(shè)計研究翔忽,可以保持高硬度英融、高耐磨性紅硬性基礎(chǔ)上,極大提高刀具材料韌性抗沖擊性能歇式,制備符合現(xiàn)代切削技術(shù)使用要求適宜材料驶悟。可以預料材失,隨著各種新型陶瓷刀具..
機床
刀具
閱讀全文
磁性分離器在冷卻潤滑液處理技術(shù)中的應用與發(fā)展
在切削液使用過程中找塌,由于混入細切屑、磨屑坊秉、砂輪末和灰塵等雜質(zhì)相誓,嚴重影響工件表面粗糙度闷墅,降低刀具和砂輪的使用壽命前忿,并使機床和循環(huán)泵的磨損加快贡按。此外,由于機床漏油扁奢,使?jié)櫥吐淙胨邢饕褐斜沽撸谷榛寒a(chǎn)生浮油,合成液中的表面活性劑與潤滑油作用而轉(zhuǎn)變?yōu)槿榛?.
機床
刀具
潤滑
閱讀全文
路面銑刨機現(xiàn)狀及其發(fā)展趨勢分析
用路面銑刨機銑削損壞的舊鋪層逻袭,再鋪設(shè)新面層是一種最經(jīng)濟的現(xiàn)代化養(yǎng)護方法每镀,由于它工作效率高、施工工藝簡單肢俄、銑削深度易于控制克矿、操作方便靈活、機動性能好憎兽、銑削的舊料能直接回收利用等冷离,因而廣泛用于城鎮(zhèn)市政道路和高速公路養(yǎng)護工程中。 路面銑刨機是瀝青路面養(yǎng)護施..
刀具
機械
閱讀全文
許多風能企業(yè)需要德國沃好特的精密粗精復合鏜刀
鏜刀:大于2米孔徑的孔當今不再采用老式循環(huán)方式銑加工纯命,而是采用高精度西剥,有效的外軸式加工,德國弗蘭德公司使用德國Wohlhaupter公司提供的精密粗精復合鏜刀進行對風能外殼的加工亿汞。 傳動系統(tǒng)是風能傳動裝置的心臟瞭空,將使轉(zhuǎn)子的轉(zhuǎn)動能轉(zhuǎn)化為電能,根據(jù)當今的訂單形式和企..
鏜刀
孔加工
刀具
能源
閱讀全文
MJ螺紋孔加工刀具兩種改進方案分析
從2008 年1 月份以來疗我, M J 螺紋孔出現(xiàn)輕微掉牙和表面粗糙度值高咆畏, 并且加工后的螺紋出現(xiàn)通規(guī)無法通過的情況, 刀具磨損加快吴裤, 平均加工15 ~30 件就需要換刀鳖眼。針對現(xiàn)場情況, 最后從絲錐的設(shè)計方面提出如下兩種改進方案嚼摩。 (1) 方案1 對已經(jīng)磨損過的絲錐钦讳, 重新修磨后..
螺紋加工
孔加工
刀具
閱讀全文
使用新的涂層材料CCDia?CarbonSpeed加工石墨更加精確
當對各種各樣的材料進行加工時,金剛石涂層具有無與倫比的優(yōu)勢:因此CemeCon新開發(fā)的涂層材料枕面,在石墨電極制造過程中栖挣,現(xiàn)在可以承諾有更好的性能和抗磨損保護能力。例如贮祥,對碳纖維增強塑料加工夫次,從金剛石涂層刀具的表面光潔度等級的穩(wěn)定性中受益。 在結(jié)晶體和多層金剛石..
刀具
閱讀全文
CBN刀具的研究
本文介紹了裝有CBN刀片SPRT車刀程昨。作者曾對這種刀具滾切速度搔冈、切削力、切削溫度咖亏、加工質(zhì)量肩菲、刀具磨損等方面進行了初步實驗翠坟。結(jié)果表明,裝CBN刀片SPRT車刀不僅可以用很高速度(190~250m/min)加工淬火鋼(HRC50~55)犹佣,而且可保持很長刀具耐用度(VB=0.01~0.02mm/h)醒狭。因而刀..
刀具
閱讀全文
數(shù)控刀具的種類與選擇方法
一、數(shù)控加工常用刀具的種類及特點 數(shù)控加工刀具必須適應數(shù)控機床高速皱辞、高效和自動化程度高的特點君板,一般應包括通用刀具、通用連接刀柄及少量專用刀柄股冗。刀柄要聯(lián)接刀具并裝在機床動力頭上霹陡,因此已逐漸標準化和系列化。數(shù)控刀具的分類有多種方法止状。根據(jù)刀具結(jié)構(gòu)可分為:①..
刀具
閱讀全文
干切削技術(shù)現(xiàn)狀研究
干切削技術(shù)是為適應全球日益高漲的環(huán)保要求和可持續(xù)發(fā)展戰(zhàn)略而發(fā)展起來的一項綠色切削加工技術(shù)穆律。1995年干切削的科學意義被正式確立,1997年的國際生產(chǎn)工程研究會(CIRP)年會上导俘,德國Aachen工業(yè)大學的F.Klocke教授作了“干切削”的主題報告;1999年1月在美國國家科學基金“..
刀具
閱讀全文
靜壓膨脹式刀具夾頭
雄克公司于1983年推出了命名為“TENDO”的標準系列靜壓膨脹式(俗稱液壓式)刀具夾頭(圖1)峦耘。夾頭的夾緊部分含有一薄壁油腔,通過擰緊加壓螺栓旅薄,油腔內(nèi)的油以極高的壓力將油腔內(nèi)壁均勻地向軸線方向擠壓辅髓,從而起到固緊刀具的作用。油腔的幾何形狀少梁、內(nèi)壁厚度及油壓都經(jīng)過精確..
夾頭
刀具
模具
閱讀全文
中國刀具市場結(jié)構(gòu)情況分析
我國目前年刀具銷售額為145億元洛口,其中硬質(zhì)合金刀具所占比例不足25%,不僅與國際市場刀具產(chǎn)品結(jié)構(gòu)相去甚遠凯沪,也不能滿足國內(nèi)制造業(yè)對硬質(zhì)合金刀具日益增長的需求第焰。國內(nèi)制造業(yè)消費的刀具中,硬質(zhì)合金刀具比重已達50%以上卫削,供需結(jié)構(gòu)脫節(jié)的問題已十分嚴重产贤,其后果是大量過剩..
刀具
閱讀全文
齒輪精加工技術(shù)分析
雖然齒輪加工技術(shù)發(fā)展變化很大,但是齒輪的單位加工成本肯定不會改變赌矩。在大批量流水生產(chǎn)線上鹦房,齒輪加工結(jié)構(gòu)調(diào)整應該以這個參數(shù)為導向。新工藝的發(fā)展對于質(zhì)量浑梳、精度的提高大有裨益悲社。隨著齒輪產(chǎn)品技術(shù)的精細化,對這兩個關(guān)鍵要素的要求越來越嚴格染窝。盡管滿足這么高的要求非..
刀具
機械
閱讀全文
肯納金屬徐州新廠開業(yè) 專供采礦、公路切割刀具
肯納金屬(徐州)有限公司新廠開業(yè)慶典于2009年9月29日隆重舉行医惠。 肯納金屬集團是世界領(lǐng)先的提供刀具解決方案缺员、工程配件及服務(wù)的公司穿桃,其業(yè)務(wù)機構(gòu)已經(jīng)遍布全球60多個國家和地區(qū),年銷售額超過27億美元笔喉,業(yè)務(wù)涉及航空航天、自然資源硝皂、運輸常挚、采煤、公路稽物、能源奄毡、電力、耐用..
肯納金屬
刀具
閱讀全文
裝備制造業(yè)分類與其在我國的發(fā)展
按國民經(jīng)濟行業(yè)分類贝或,我們可以依據(jù)產(chǎn)品的知識含量和技術(shù)難度吼过,輔以國家直接調(diào)控的必要性,將裝備分為五種類型:通用類裝備(一般性裝備)咪奖,基本上是傳統(tǒng)的機械制造類產(chǎn)品盗忱;基礎(chǔ)類裝備(裝備制造業(yè)的核心),主要包括機床羊赵、工具趟佃、模具、量具昧捷、儀器儀表闲昭、基礎(chǔ)零部件、元器..
刀具
機械
閱讀全文
PCBN刀具的使用與磨損改善措施
1 PCBN刀具常見磨(破)損形式及改善措施 PCBN刀具在使用過程中會產(chǎn)生正常磨損和非正常磨損撑葡。PCBN刀具的正常磨損形式主要有氧化磨損益爽、相變磨損、摩擦磨損艾抠、粘結(jié)磨損企棘、微崩刃型磨損、剝落磨損等惑妒,且各種磨損因素相互影響特植、相互促進。PCBN刀具非正常磨損的影響因素主要有切..
刀具
閱讀全文
株鉆切削刀具入中國機械500強
從長沙高新區(qū)獲悉肋漏,2009年度《中國機械500強研究報告》近日在北京發(fā)布逝惑,除中聯(lián)、三一茶黄、長豐外巾沟,其他上榜湘企及排名分別為:湘電集團第194位、天雁機械第310位崔败、常德煙草機械第312位祷安、湖南同心實業(yè)第318位姥芥、株洲鉆石切削刀具第326位、益陽橡膠塑料機械第348位汇鞭、長沙水泵..
刀具
機械
閱讀全文
德銘納新產(chǎn)品
1凉唐、MICRA 10 INT微鉆頭刃磨機 MICRA 10 INT微鉆頭刃磨機的修磨范圍從0.5毫米到16毫米(20可選),齒數(shù)為2霍骄、3個台囱,有光學投影儀用于鉆頭定位和修磨質(zhì)量的檢驗,可修磨三平面鉆尖读整,和具有自定心功能的兩種橫刃形式簿训,具有砂輪修整裝置。 詳細說明: 該設(shè)備的修磨范圍是:鉆..
機床
刀具
閱讀全文
納米復合膜在干式切削刀具涂層的應用
降低刀具切削過程中的磨損米间,顯著提高刀具的使用壽命强品,因此被廣泛地應用于刀具涂層。 隨著各類高效屈糊、高速的榛、高精度數(shù)控機床及加工中心的應用、普及以及綠色制造理念的提出潦故,為了滿足各種高硬度蝶映、高韌性的難切削加工材料的加工需要,干切削技術(shù)越來越受到人們重視够戒,同時也..
刀具
閱讀全文
首頁
上頁
154
155
156
157
158
159
160
161
162
163
164
165
166
167
168
169
170
171
172
173
174
175
176
177
178
179
180
181
182
183
184
185
186
187
188
189
190
191
192
193
194
195
196
197
198
199
200
201
202
203
下頁
未頁
山特維克可樂滿 官方網(wǎng)站
山特維克可樂滿 產(chǎn)品一覽
山特維克可樂滿 應用案例
山高刀具 SECO 官方網(wǎng)站
山高刀具 SECO 產(chǎn)品一覽
山高刀具 SECO 應用案例
株洲鉆石 官方網(wǎng)站
株洲鉆石 產(chǎn)品一覽
株洲鉆石 應用案例
歐士機 OSG 官方網(wǎng)站
歐士機 OSG 產(chǎn)品一覽
歐士機 OSG 應用案例
雄克 SCHUNK 官方網(wǎng)站
雄克 SCHUNK 產(chǎn)品一覽
雄克 SCHUNK 應用案例
高耐大因 官方網(wǎng)站
高耐大因 產(chǎn)品一覽
3D掃描技術(shù)助力加拿大著名文化廣場歷史圍欄修復與二次設(shè)計擦斑!
客戶案例 | Mahr幫助航空工業(yè)零部件制造商實現(xiàn)質(zhì)量數(shù)字化升級
案例 | Découpe H2O借助PolyWorks|Inspector?提高尺寸控制系統(tǒng)的性能
資料免費速領(lǐng) | 海克斯康行業(yè)案例集上新了~
工件任意擺放都能測驼牵?Metus軟件新功能“解鎖”齒科自動化測量
深化校企合作 | 翰盼簦克斯康攜手溫州技師學院,共建精密檢測創(chuàng)新中心
實力肯定蛮昭!悍褰福克斯康入圍2024年度國家鼓勵的重點軟件企業(yè)名單
2024年1—5月份全國規(guī)模以上工業(yè)企業(yè)利潤增長3.4%
雷尼紹專為汽車制造商打造的柔性解決方案——實現(xiàn)制程控制
5月新能源乘用車市場月度分析—典型傳統(tǒng)企業(yè)
解碼消費電子產(chǎn)品生產(chǎn)的數(shù)字化之路技術(shù)專題
液壓系統(tǒng)零件清潔度控制:超聲波清洗、綠色清洗劑和智能化設(shè)備聯(lián)合應用提升清潔效率
5月中國汽車市場總體概況-出口
實驗室培育海鮮腋积?ABB機器人與圃美多達成合作鞠洪,引領(lǐng)食品變革新趨勢!
看平敏!2024索拉露斯峰會展示了哪些全球首發(fā)乏唤?
泰國力勁亮相泰國國際橡塑展 (INTERPLAS)
馬扎克客戶成功故事 | 從「平面凸輪」加工開啟的提質(zhì)增效之旅
重塑診療生態(tài)!先臨齒科&領(lǐng)健·e看牙共建數(shù)字高速通道
福斯亮相第十四屆中國國際潤滑油品產(chǎn)業(yè)發(fā)展高峰論壇愤惰,共同推動行業(yè)創(chuàng)新發(fā)展
2024年1-5月前十位MPV生產(chǎn)企業(yè)銷售情況簡析
華為楊超斌:邁向高階自智網(wǎng)絡(luò)苇经,躍升數(shù)智生產(chǎn)力
通快激光技術(shù)助力電動汽車電池高效回收
三一電動挖掘機SY215E首次亮相歐洲
數(shù)據(jù)簡報 |2024年1-5月前十位SUV生產(chǎn)企業(yè)銷售情況簡析
報名啟動!薩瓦尼尼高階多邊折彎技術(shù)研討會帶你探索鈑金新境界
深入寧波 并從這里攜手向世界
SW在寧波設(shè)立辦事處 推進本地化進程
安全感拉滿!PLCnext與您共筑工業(yè)信息安全堡壘
igus開發(fā)出首款通過干燥無塵室認證的機器人供能系統(tǒng)
KORLOY DINE 高耐大因促銷季 | 延續(xù)火熱扇单,促銷繼續(xù)
第33屆中國西部國際裝備制造業(yè)博覽會暨歐亞國際工業(yè)博覽會邀請函
Copyright © 1997-2024
mmsonline.com.cn
All rights reserved.
國際金屬加工網(wǎng)
版權(quán)所有
 刀具
刀具






")
")
")
")
")
")