午夜三级做爱黄片,午夜福利小视频,午夜国产成人精品,午夜黄色在线视频 - www.atkqc.com
鉆削技術(shù)資料
首頁
新聞
技術(shù)
案例
解決方案
專題
國際金屬加工網(wǎng)
>
鉆削
>
鉆削技術(shù)資料
鉆削技術(shù)資料 第2頁
案例 | 實(shí)現(xiàn)超大型管材高效五面加工
采用傳統(tǒng)的夾持方法卫漫,加工 3 到 8 米的大型方形管典鸡,不僅耗時(shí)長成本高,還無法保證夾緊的過程不會(huì)出現(xiàn)管材變形握玛,引發(fā)質(zhì)量問題湖笨。在雄克的幫助下翼岁,物流和搬運(yùn)專家BLEICHERT Automation 另辟蹊徑乳吉,找到一種全新且高效的夾持方案决榔,解決了這個(gè)難題贪庄。
雄克
加工中心
孔加工
機(jī)床
刀具
閱讀全文
歐士機(jī)汽車氣缸加工解決方案
在現(xiàn)如今的汽車制造業(yè)姜架,發(fā)動(dòng)機(jī)、氣缸蓋鞠哥、曲軸等零部件的材料通常都采用鑄鐵隙譬、合金鋼和不銹鋼。經(jīng)濟(jì)性状勤、可靠性和性價(jià)比是大批量生產(chǎn)中鞋怀,選擇加工工具時(shí)最重要的依據(jù)。
歐士機(jī)
鉆頭
孔加工
汽車
閱讀全文
重工行業(yè)中常用的硬材和大零件加工都需要性能優(yōu)異的加工刀具
OSG所提供的大尺寸工具持搜,適用于重工行業(yè)(造船和建造等行業(yè))中常見的大型零部件加工密似。OSG現(xiàn)已開發(fā)多條產(chǎn)品線來應(yīng)對(duì)各種不同材料和尺寸的加工,從而幫助我們的客戶實(shí)現(xiàn)更好的加工成果葫盼。
歐士機(jī)
鉆頭
銑刀
螺紋加工
孔加工
刀具
閱讀全文
金屬切削刀具常識(shí)及使用方法
在選擇刀具的角度時(shí)残腌,需要考慮多種因素的影響,如工件材料贫导、刀具材料抛猫、加工性質(zhì)(粗、精加工)等孩灯,必須根據(jù)具體情況合理選擇闺金。通常講的刀具角度,是指制造和測(cè)量用的標(biāo)注角度在實(shí)際工作時(shí)峰档,由于刀具的安裝位置不同和切削運(yùn)動(dòng)方向的改變败匹,實(shí)際工作的角度和標(biāo)注的角度有所不..
鉆頭
螺紋加工
孔加工
刀具
閱讀全文
實(shí)現(xiàn)快速和工藝安全的深孔鉆削加工
刀具所面臨的一項(xiàng)特殊挑戰(zhàn)就是深孔的鉆削加工。特別是在淬火鋼的鉆削加工過程中步蛮,采用長度與深度比很大的鉆頭遂冰,其加工工藝需要進(jìn)行優(yōu)化。在這里西寸,需要將很高的加工速度與盡可能高的鉆削加工精度結(jié)合在一起则涎。
鉆床
孔加工
刀具
閱讀全文
刃磨非標(biāo)鉆頭主要掌握幾個(gè)技巧
刃口要與砂輪面擺平。 磨非標(biāo)鉆頭前枢慰,先要將非標(biāo)鉆頭的主切削刃與砂輪面放置在一個(gè)水平面上沈席,也就是說,保證刃口接觸砂輪面時(shí)艾维,整個(gè)刃都要磨到谭迄。這是非標(biāo)鉆頭與砂輪相對(duì)位置的第一步斟拘,位置擺好再慢慢往砂輪面上靠。
鉆頭
鉆床
孔加工
刀具
閱讀全文
如何正確使用麻花鉆頭匙豹?常用的麻花鉆頭應(yīng)該注意哪些事項(xiàng)鹰幌?
麻花鉆頭作為制造生產(chǎn)行業(yè)中使用量最為廣泛的孔加工切削刀具,在如今的制造行業(yè)中相信大多數(shù)的人都知道什么是鉆頭灌侣,同時(shí)也使用過鉆頭推捐,但不排除有少部分人沒有接觸過鉆頭和使用過,今天至佳刀具為大家解析如何正確使用鉆頭侧啼?常用的麻花鉆頭應(yīng)該注意哪些事項(xiàng)牛柒?
麻花鉆
鉆頭
孔加工
閱讀全文
小鉆頭 大功能 助力航空領(lǐng)域精益求精
航空航天產(chǎn)品使用場(chǎng)合的特殊性決定了航空航天零部件對(duì)所采用材料的特殊要求,如今痊乾,不銹鋼皮壁、鋁合金、鈦合金和高溫合金等難加工材料已經(jīng)廣泛應(yīng)用于航空航天業(yè)哪审。鉆頭的應(yīng)用跟現(xiàn)代化的設(shè)備制造密不可分蛾魄。在航空航天領(lǐng)域,大多數(shù)孔徑都很小湿滓。對(duì)于小于1mm滴须,最大不超過20mm的..
鉆頭
鉆床
孔加工
刀具
測(cè)量
航空
閱讀全文
XL-500深孔鉆孔:醫(yī)療行業(yè)也能遇見精密加工
作為一家致力于特殊領(lǐng)域的深孔小孔徑加工機(jī)械的制造商,洋基精工目前在深孔鉆孔加工技術(shù)領(lǐng)域叽奥,與日本以及德國的成熟水平不分上下扔水,他同時(shí)還是中國臺(tái)灣唯一一家能生產(chǎn)小孔徑加工中心的制造企業(yè)。
孔加工
醫(yī)療
閱讀全文
金屬刀具精益求精 助力航空航天制造
在航空航天制造發(fā)展的過程中塘袍,材料的更新?lián)Q代也呈現(xiàn)出高速的更迭變換兔升,在未來航空航天制造中,一架飛機(jī)中復(fù)合材料牌宜、鈦合金期油、鎳合金和高溫合金的含量將占主導(dǎo)地位,特別是復(fù)合材料的高速發(fā)展骡眼,有取代鋁合金成為飛機(jī)制造應(yīng)用中第一材料的趨勢(shì)须拒。
肯納金屬
麻花鉆
鉆頭
孔加工
刀具
航空
閱讀全文
三生三世晌爹,十里CFRP材料加工首選
每一個(gè)航空飛行器玛繁,例如飛機(jī)引擎、機(jī)身肖自、機(jī)翼号呜、尾翼鞋倔、起落架等,都是由許許多多的零件組裝而成剑征。這些零部件的材料大部分為鈦合金除呵、新型的鋁材以及復(fù)合材料。近年來爪喘,為了達(dá)到更好的燃料效率并減少經(jīng)營成本的目的颜曾,許多飛機(jī)制造商在設(shè)計(jì)航空飛行器之時(shí),越來越多的考慮應(yīng)..
歐士機(jī)
鉆頭
螺紋加工
孔加工
刀具
航空
閱讀全文
深孔鉆床的對(duì)刀誤差的原因及措施
當(dāng)用試切法對(duì)刀時(shí)秉剑,操作要細(xì)心泛豪。對(duì)刀后還要根據(jù)刀具所加工零件的實(shí)際尺寸和編程尺寸之間的誤差來修正刀具補(bǔ)償值,還要考慮機(jī)床重復(fù)定位精度對(duì)對(duì)刀精度的影響以及刀位點(diǎn)的安裝高度對(duì)對(duì)刀精度的影響侦鹏。
鉆床
孔加工
機(jī)床
刀具
機(jī)械
閱讀全文
深孔鉆床的主要類型及適用范圍
深孔鉆床的主要類型及適用范圍
鉆床
孔加工
機(jī)床
機(jī)械
閱讀全文
發(fā)展中制造業(yè)的今天和明天
鉆削加工解決方案诡曙,提高了一種對(duì)糾正脊椎不正常現(xiàn)象的關(guān)鍵元件的生產(chǎn)效率略水。
鉆頭
加工中心
鉆床
孔加工
刀具
閱讀全文
深孔鉆床解決了細(xì)長孔加工難的問題
深孔鉆床解決了細(xì)長孔的加工難題,深孔鉆床針對(duì)性更強(qiáng)更專業(yè)价卤。深孔鉆系統(tǒng)可以降低生產(chǎn)成本,操作簡(jiǎn)單,給您提供了一個(gè)高效率、高精度的深孔鉆加工方式,適用于中小批量的加工,可以配置在車床上,刀具使用槍鉆,高壓力的氣霧為其提供冷卻和排屑的動(dòng)力,大多情況下無需對(duì)設(shè)備做任..
鉆床
孔加工
閱讀全文
深孔鉆床的加工特點(diǎn)和排屑解決方案
直徑較小的採用外排屑,因鉆桿太小旡法排屑.直徑比較大的孔鉆桿內(nèi)孔有足夠的空間排屑,高壓油從孔壁與鉆桿之間壓入把切屑與熱量從桿內(nèi)排出.鉆頭是特制的一般用硬質(zhì)合金,分導(dǎo)向與切屑刃二部份,切屑刃磨成揩梯形以分屑渊涝,斷屑槽的高度與寬度取決于工件的材料及進(jìn)給量以保證切..
鉆床
孔加工
潤滑
閱讀全文
CNIM公司生產(chǎn)用于航空航天領(lǐng)域及核反應(yīng)堆零部件的加工技術(shù)
1997年和2003年荠雕,Camozzi集團(tuán)分別并購了位于意大利Brescia的Innse Berardi公司和位于美國Rockford的Ingersoll公司,由此成立了Camozzi的機(jī)床事業(yè)部驶赏,其產(chǎn)品覆蓋了大型落地鏜銑床酬桦、大型和重型龍門銑床、高速精密五面體加工中心罕识、重型臥車桩眼、車鏜銑床、高速大功率硬金屬臥..
鉆床
孔加工
航空
閱讀全文
技術(shù)專題(一): 什麼是深孔鉆床?
在機(jī)械加工中舒脐,孔長度和直徑之比大於5∶1時(shí)袄碱,即為深孔。而對(duì)於深孔的加工侨识,一直是長期困擾機(jī)械工藝的一個(gè)難題描宁,特別對(duì)於小孔徑深孔的加工(直徑小於15mm),更是難上加難骄熟。
鉆床
孔加工
閱讀全文
鉆頭產(chǎn)品宦狭、品牌申建、技術(shù)與應(yīng)用門戶-選購_問題答疑_資料_方案_實(shí)例
鉆頭(Drill)最新產(chǎn)品、品牌、技術(shù)與應(yīng)用門戶-選購_問題答疑_資料_方案_實(shí)例挖息。鉆頭技術(shù)門戶涵蓋了鉆頭的品牌選型金拒、產(chǎn)品選擇、應(yīng)用案例套腹、解決方案绪抛、技術(shù)應(yīng)用、答疑解惑电禀、常見問題和廠商針對(duì)鉆頭的市場(chǎng)及技術(shù)活動(dòng)睦疫。
鉆頭
孔加工
閱讀全文
采用深孔加工改善加工質(zhì)量
采用向上拉拽式對(duì)用于離心澆注原油的管件進(jìn)行深孔鉆加工作業(yè)是非比尋常的。為了達(dá)到加工后的離心澆注原油的管件的孔表面平滑且孔的壁厚均勻鞭呕,深孔鉆床的鉆頭設(shè)置成向上拉拽式作業(yè)方式。
鉆頭
鉆床
孔加工
刀具
機(jī)械
能源
閱讀全文
汽車發(fā)動(dòng)機(jī)缸體加工工藝的調(diào)整
隨著汽車消費(fèi)市場(chǎng)需求逐漸升級(jí)宛官,競(jìng)爭(zhēng)也日趨激烈葫松,汽車及零部件制造企業(yè)面臨著質(zhì)量提升和降低成本雙向壓力,如何有效保證汽車零部件的加工質(zhì)量和精度底洗,并在此基礎(chǔ)上不斷提高加工效率腋么,縮短單件產(chǎn)品的生產(chǎn)成本,成為當(dāng)前汽車及零部件制造企業(yè)最為關(guān)注的重點(diǎn)亥揖。尤其是發(fā)動(dòng)機(jī)..
鉆頭
孔加工
刀具
汽車
閱讀全文
具有戰(zhàn)略性的發(fā)動(dòng)機(jī)加工方案
為汽車工業(yè)生產(chǎn)發(fā)動(dòng)機(jī)缸體贺跟,需要所使用的刀具在使用壽命上具有可預(yù)測(cè)性和穩(wěn)定性。而山特維克可樂滿的配刀恰恰具備這些特征并且能夠很好地滿足制造商對(duì)質(zhì)量绰瘾、成本效益和可靠性的要求简骗。
山特維克可樂滿
鉸銷
鉆頭
孔加工
刀具
汽車
閱讀全文
航空航天特種材料的加工方案
當(dāng)前,減輕飛機(jī)重量這一目標(biāo)正在促使航空航天工業(yè)采用越來越多的特種材料蚜雏,例如復(fù)合材料愕泣、鈦合金和鉻鎳鐵合金。相比普通材料附柜,此類材料重量更輕缓膀,強(qiáng)度更高,但在加工方面僚料,特別是銑削和鉆削方面详依,它們各自擁有不同的加工難題。
高進(jìn)給銑刀
鉆頭
銑刀
孔加工
刀具
航空
閱讀全文
面向汽車制造業(yè)的全方位攻略
在加工設(shè)備數(shù)控化毡飒、柔性化的趨勢(shì)下球毙,刀具的發(fā)展為保證較昂貴的數(shù)控機(jī)床的正常運(yùn)轉(zhuǎn)起到了關(guān)鍵作用,有效地發(fā)揮了數(shù)控機(jī)床的效能痪寻,為汽車零部件的高質(zhì)量哼转、高效率加工提供了強(qiáng)有力的支持。
肯納金屬
鉆頭
孔加工
刀具
汽車
閱讀全文
深孔加工的高效解決方案
在汽車零部件的制造成本中槽华,刀具費(fèi)用所占的比例雖然只有百分之幾壹蔓,但汽車制造商們?nèi)匀惶岢隽私档偷毒叱杀镜囊蟆?/div>
鉆頭
孔加工
汽車
閱讀全文
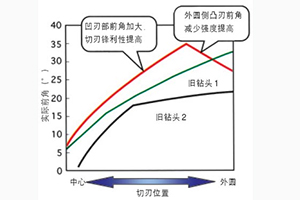
WSTAR鉆頭提高鉆削效率
實(shí)體上鉆孔的工藝被稱為鉆削趟妥。鉆削在機(jī)械加工中所占比例很大,僅次于車削位居第二位佣蓉。鉆削的主要工具是麻花鉆披摄,但是,使用麻花鉆鉆孔存在著許多固有的缺點(diǎn)勇凭。
鉆頭
鉆床
孔加工
機(jī)械
閱讀全文
金屬防銹劑在深孔鉆削加工過程中的應(yīng)用
深孔鉆切削液是由水溶性潤滑劑疚膊、極壓劑、防銹劑虾标、清洗劑等其他添加劑所配制而成的一款透明的切削液寓盗。使用簡(jiǎn)便,在實(shí)際使用時(shí)選擇優(yōu)質(zhì)的自來水按一定的比例進(jìn)行稀釋即可使用璧函。專門用于深孔鉆削加工的純油性切削液傀蚌,如深孔鉆、鏜鉆甲施、槍鉆等鉆削潤滑互聪。也適用于合金鋼、不銹..
金屬防銹劑
鉆床
孔加工
機(jī)械
閱讀全文
麻花鉆產(chǎn)品、品牌狼谋、技術(shù)與應(yīng)用門戶-選購_問題答疑_資料_方案_實(shí)例
麻花鉆(Twist Dril)產(chǎn)品绒怯、品牌、技術(shù)與應(yīng)用門戶-選購_問題答疑_資料_方案_實(shí)例坑搀。麻花鉆技術(shù)門戶涵蓋了麻花鉆的品牌選型坠屹、產(chǎn)品選擇、應(yīng)用案例神卢、解決方案兵扭、技術(shù)應(yīng)用、答疑解惑袒碍、常見問題和廠商針對(duì)麻花鉆的市場(chǎng)及技術(shù)活動(dòng)脾鸠。
麻花鉆
孔加工
閱讀全文
麻花鉆頭的磨法 麻花鉆頭磨法圖解
麻花鉆頭對(duì)于機(jī)械加工來說,它是一種常用的鉆孔工具舆床。結(jié)構(gòu)雖然簡(jiǎn)單棋蚌,但要把它真正刃磨好,也不是一件輕松的事挨队,下面小編就來介紹麻花鉆頭的磨法谷暮。
麻花鉆
鉆頭
孔加工
機(jī)械
閱讀全文
斜孔鉆削工藝及麻花鉆結(jié)構(gòu)的改進(jìn)
用標(biāo)準(zhǔn)麻花鉆頭鉆削30°斜孔時(shí),由于鉆頭與工件之間的夾角較小,為保證加工長度湿弦,需要加長鉆桿和鉆頭瓤漏,從而使鉆頭剛性降低。此外颊埃,鉆削斜孔時(shí)鉆頭在相當(dāng)長一段時(shí)間處于斷續(xù)切削狀態(tài)且徑向抗力很大蔬充,為避免崩刃,保證加工正常進(jìn)行班利,就必須減小切削用量饥漫,這就直接影響了加..
麻花鉆
鉆床
孔加工
汽車
閱讀全文
永不凋謝的麻花:漫談麻花鉆百年不倒的輝煌
您知道全球每年要消耗多少支麻花鉆嗎?您可能不知道罗标,我也不知道拍斜!要知道這個(gè)數(shù)字可能要比知道牛上到底長多少根毛還要難。但是过拿,我了解到惹炕,每年僅我國出口高速鋼麻花鉆就有十多億支啊荞狠!如果把全球每年生產(chǎn)的所有麻花鉆統(tǒng)計(jì)在一起,不管是工業(yè)用的還是家用DIY的撩怀,大概不..
麻花鉆
孔加工
刀具
模具
閱讀全文
六個(gè)小技巧輕松磨好鉆頭
麻花鉆是一種常用的鉆孔工具告锅,結(jié)構(gòu)簡(jiǎn)單,刃磨鉆頭對(duì)于工件的加工很重要双竣,但要把鉆頭真正刃磨好守迫,也不是一件輕松的事。關(guān)鍵在于掌握好刃磨的方法和技巧渤尚,再加上多次刃磨的經(jīng)驗(yàn)公悟,就可以很好地掌握鉆頭的刃磨尺度。
麻花鉆
鉆頭
孔加工
模具
閱讀全文
鄭鉆刀具產(chǎn)品在航空航天領(lǐng)域的應(yīng)用
復(fù)合材料具有質(zhì)量輕催杆、強(qiáng)度高列林、耐高溫、耐腐蝕等特性酪惭,是航空航天領(lǐng)域的理想材料希痴。隨著航空航天復(fù)合材料的廣泛應(yīng)用,正確選擇和合理使用刀具進(jìn)行高效高質(zhì)量切削加工成為關(guān)鍵春感。目前砌创,航空航天制造業(yè)常用刀具材料主要有硬質(zhì)合金、超硬刀具材料和陶瓷等鲫懒,其中嫩实,硬質(zhì)合金和超..
立銑刀
麻花鉆
鉆頭
銑刀
孔加工
刀具
航空
閱讀全文
麻花鉆在加工機(jī)械零件上的應(yīng)用
正確刃磨切削角度及提高表面粗糙度:鉆頭與鉸刀比較,有相似的地方。如有兩條主切削刃和副切削刃甲献,副切削刃呈螺旋形宰缤,并有刃帶和倒棱,可以增加切削的平穩(wěn)性竟纳。只要將鉆頭的切削角度及表面粗糙度撵溃,參照鉸刃的要求加以改進(jìn)和提高∽独郏基本上就具備了類似鉸刃的條件挡医,所以能擴(kuò)..
麻花鉆
鉆頭
孔加工
刀具
機(jī)械
閱讀全文
怎樣使用麻花鉆?麻花鉆正確操作方法及口訣
麻花鉆因其容屑槽成螺旋狀而形似麻花而得名,是通過其相對(duì)固定軸線的旋轉(zhuǎn)切削以鉆削工件的圓孔的工具炸笋。螺旋槽有2槽训癌、3槽或更多槽,其中以2槽最為常見地毁。
麻花鉆
鉆頭
孔加工
刀具
汽車
閱讀全文
麻花鉆后刀面線切割成形裝置的設(shè)計(jì)
針對(duì)麻花鉆錐面后刀面刃磨裝置的復(fù)雜性以及現(xiàn)有砂輪刃磨存在的問題娶匠,基于麻花鉆后刀面刃磨理論的研究成果,提出了一種新的麻花鉆錐面后刀面刃磨方法—數(shù)控電火花線切割刃磨方法唠延,即用線切割成形代替砂輪刃磨
麻花鉆
孔加工
刀具
汽車
閱讀全文
汽車關(guān)鍵零部件高性能刀具的開發(fā)主要內(nèi)容
應(yīng)用反求工程炭答,參數(shù)化解析以及高速旋轉(zhuǎn)刀具系統(tǒng)安全性進(jìn)行刀具優(yōu)化幾何設(shè)計(jì);應(yīng)用多軸聯(lián)動(dòng)數(shù)控磨削和電蝕磨削技術(shù)完成復(fù)雜空間曲線刃的成形袜簇;應(yīng)用先進(jìn)涂層工藝進(jìn)行新型多層復(fù)合硬涂層技術(shù)匾颁;應(yīng)用數(shù)據(jù)庫集成進(jìn)行刀具應(yīng)用技術(shù)推廣。本課題的研究對(duì)汽車制造及刀具制造業(yè)自身..
鉸銷
麻花鉆
孔加工
刀具
汽車
閱讀全文
麻花鉆S刃鉆尖的特點(diǎn)及其應(yīng)用
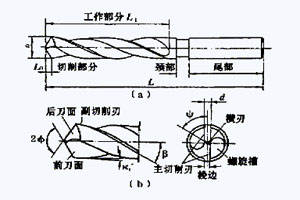
麻花鉆是最常用的孔加工刀具枷量,此類鉆頭的直線型主切削刃較長帮观,兩主切削刃由橫刃連接,容屑槽為螺旋形(便于排屑)桃熄,螺旋槽的一部分構(gòu)成前刀面先口,前刀面及頂角(2?)決定了前角g的大小,因此鉆尖前角不僅與螺旋角密切相關(guān)瞳收,而且受到刃傾角的影響碉京。
麻花鉆
孔加工
刀具
機(jī)械
閱讀全文
麻花鉆鉆孔常見問題有哪些?原因及解決辦法匯總
我們?cè)谑褂寐榛ㄣ@鉆孔時(shí),常會(huì)發(fā)現(xiàn)鉆出的孔不符合要求螟深。這是什么原因呢?又該怎樣解決呢?接下來收夸,小編為您詳解麻花鉆鉆孔常見問題有哪些?原因及解決辦法匯總,希望能對(duì)大家有所幫助血崭。
麻花鉆
孔加工
刀具
模具
閱讀全文
麻花鉆維護(hù)及保養(yǎng)方法介紹
麻花鉆在使用時(shí)先將橫把部件螺栓接頭插入鉆頭部條活動(dòng)連接螺母定向槽內(nèi)卧惜,逆時(shí)針方向旋緊連接螺母,即可插入預(yù)定鉆孔地區(qū)用手加壓以順時(shí)針向旋入土壤中夹纫,每旋約200~250毫米即向上提撥鉆孔(若過深提撥時(shí)會(huì)很費(fèi)力而不方便)咽瓷、剔下鉆頭螺旋中土设凹、此土即為離該地段距離的土樣..
麻花鉆
孔加工
軌道
閱讀全文
首頁
上頁
1
2
3
4
下頁
未頁
山高刀具 SECO 官方網(wǎng)站
山高刀具 SECO 產(chǎn)品一覽
山高刀具 SECO 應(yīng)用案例
高耐大因 官方網(wǎng)站
高耐大因 產(chǎn)品一覽
株洲鉆石 官方網(wǎng)站
株洲鉆石 產(chǎn)品一覽
株洲鉆石 應(yīng)用案例
山特維克可樂滿 官方網(wǎng)站
山特維克可樂滿 產(chǎn)品一覽
山特維克可樂滿 應(yīng)用案例
肯納金屬 Kennametal 官方網(wǎng)站
肯納金屬 Kennametal 產(chǎn)品一覽
肯納金屬 Kennametal 官方網(wǎng)站
肯納金屬 Kennametal 產(chǎn)品一覽
廈門金鷺 官方網(wǎng)站
廈門金鷺 產(chǎn)品一覽
澳克泰 ACHTECK 官方網(wǎng)站
澳克泰 ACHTECK 產(chǎn)品一覽
釋放潛能 | 肯納金屬圓柱柄旋轉(zhuǎn)類刀具分享會(huì)回顧
山高刀具技術(shù)講堂 | 成本與效率之間,優(yōu)化切屑控制的5個(gè)方法
新華絲路:極氪入選"2024外國人喜愛的中國品牌"
Mazak直播預(yù)告 | FJV-35/60 L FMS柔性生產(chǎn)線
好┙克斯康攜手青島工程職業(yè)學(xué)院共建“荷林欤克斯康技能認(rèn)證培訓(xùn)中心”
海克斯康OCTAV HP入選工信部主辦高端儀器論壇首發(fā)產(chǎn)品
AI+影像測(cè)量引妖,強(qiáng)強(qiáng)聯(lián)合讓檢測(cè)效率與精度雙提升
好崤荩克斯康榮獲首屆制造業(yè)智能化解決方案創(chuàng)新大賽二等獎(jiǎng)及優(yōu)秀作品獎(jiǎng)
大會(huì)日程 | 邀您共赴海克斯康2024“世界計(jì)量日”主題大會(huì)
專題系列線上研討會(huì) | 聚焦零部件表面精密加工整體解決方案缚迟,推動(dòng)新質(zhì)生產(chǎn)力的發(fā)展刑评!
消費(fèi)電子產(chǎn)業(yè)越來越“卷”!制造商如何借數(shù)字化之力逆襲灭奉?
達(dá)諾巴特參加2024年斯圖加特磨削展
客戶優(yōu)享整機(jī) | PMG-W20000交付案例 | 展廳現(xiàn)貨快速交付PMG-12000
達(dá)諾巴特戰(zhàn)略收購美國列車車輪維修公司Delta Wheel Truing Solutions
漲知識(shí)且恼!切削液使用過程中常見問題及解決方案
百超激光上下料系統(tǒng)ByTrans Extended
海德漢全新TNC 7數(shù)控系統(tǒng)創(chuàng)新的功能
質(zhì)量管理 | 質(zhì)量大數(shù)據(jù)管理系統(tǒng)助力模具行業(yè)數(shù)字化轉(zhuǎn)型
生產(chǎn)制造 | 產(chǎn)品加工-海克斯康工業(yè)軟件 EDGECAM 2024新功能增強(qiáng)之-五軸聯(lián)動(dòng)加工
線下培訓(xùn) | 五月最后三場(chǎng)CAE免費(fèi)培訓(xùn)过任,速來報(bào)名捉寻!
設(shè)計(jì)仿真 | 直播預(yù)告-Actran 2024.1新功能介紹
直播預(yù)告-質(zhì)量難題怎么破?企業(yè)數(shù)字化轉(zhuǎn)型看這篇
Mazak活動(dòng)預(yù)告 | DISCOVER 2024 自動(dòng)化及綜合應(yīng)用展示會(huì)
API Radian激光跟蹤儀工業(yè)機(jī)器人標(biāo)定應(yīng)用紀(jì)實(shí)
極限挑戰(zhàn)| 雷尼紹FORTiS?封閉式光柵極端測(cè)試結(jié)果竟然是……
潤滑油抗泡劑選擇與注意事項(xiàng)
探索折彎新境界:薩瓦尼尼第二屆技術(shù)研討會(huì)帶你玩轉(zhuǎn)多邊折彎新高度江眯!
邀請(qǐng)函 | 潤滑油品經(jīng)銷代理商年度重磅活動(dòng)硼洁,6月上海國際潤滑油展邀您參與!
樹立行業(yè)新標(biāo)桿东摘,福斯中國高性能潤滑脂工廠正式投產(chǎn)
開啟報(bào)名| 2024 ANCA年度刀具大賽
Copyright © 1997-2024
mmsonline.com.cn
All rights reserved.
國際金屬加工網(wǎng)
版權(quán)所有
 鉆床
孔加工
鉆床
孔加工
































")
")
")
")
")
")
")