午夜三级做爱黄片,午夜福利小视频,午夜国产成人精品,午夜黄色在线视频 - www.atkqc.com
首頁
|
新聞
|
產(chǎn)品
|
技術(shù)
|
案例
|
方案
|
動工業(yè)
|
專題
|
在線研討會
|
展會
|
下載
|
智能制造
孔加工
國際金屬加工網(wǎng)
>
孔加工
>
孔加工解決方案
孔加工解決方案 第2頁
發(fā)展中制造業(yè)的今天和明天
鉆削加工解決方案抡草,提高了一種對糾正脊椎不正常現(xiàn)象的關(guān)鍵元件的生產(chǎn)效率。
鉆頭
加工中心
鉆床
孔加工
刀具
閱讀全文
深孔鉆床解決了細長孔加工難的問題
深孔鉆床解決了細長孔的加工難題,深孔鉆床針對性更強更專業(yè)童丢。深孔鉆系統(tǒng)可以降低生產(chǎn)成本,操作簡單,給您提供了一個高效率、高精度的深孔鉆加工方式,適用于中小批量的加工,可以配置在車床上,刀具使用槍鉆,高壓力的氣霧為其提供冷卻和排屑的動力,大多情況下無需對設(shè)備做任..
鉆床
孔加工
閱讀全文
深孔鉆床的加工特點和排屑解決方案
直徑較小的採用外排屑,因鉆桿太小旡法排屑.直徑比較大的孔鉆桿內(nèi)孔有足夠的空間排屑,高壓油從孔壁與鉆桿之間壓入把切屑與熱量從桿內(nèi)排出.鉆頭是特制的一般用硬質(zhì)合金,分導(dǎo)向與切屑刃二部份,切屑刃磨成揩梯形以分屑,斷屑槽的高度與寬度取決于工件的材料及進給量以保證切..
鉆床
孔加工
潤滑
閱讀全文
鉆頭產(chǎn)品、品牌奖肋、技術(shù)與應(yīng)用門戶-選購_問題答疑_資料_方案_實例
鉆頭(Drill)最新產(chǎn)品仑连、品牌、技術(shù)與應(yīng)用門戶-選購_問題答疑_資料_方案_實例遣拔。鉆頭技術(shù)門戶涵蓋了鉆頭的品牌選型沦望、產(chǎn)品選擇、應(yīng)用案例台古、解決方案慨醒、技術(shù)應(yīng)用、答疑解惑盲赚、常見問題和廠商針對鉆頭的市場及技術(shù)活動阐合。
鉆頭
孔加工
閱讀全文
具有戰(zhàn)略性的發(fā)動機加工方案
為汽車工業(yè)生產(chǎn)發(fā)動機缸體,需要所使用的刀具在使用壽命上具有可預(yù)測性和穩(wěn)定性膘椿。而山特維克可樂滿的配刀恰恰具備這些特征并且能夠很好地滿足制造商對質(zhì)量童隆、成本效益和可靠性的要求。
山特維克可樂滿
鉸銷
鉆頭
孔加工
刀具
汽車
閱讀全文
航空航天特種材料的加工方案
當(dāng)前笙隙,減輕飛機重量這一目標正在促使航空航天工業(yè)采用越來越多的特種材料洪灯,例如復(fù)合材料、鈦合金和鉻鎳鐵合金竟痰。相比普通材料签钩,此類材料重量更輕,強度更高坏快,但在加工方面铅檩,特別是銑削和鉆削方面,它們各自擁有不同的加工難題莽鸿。
高進給銑刀
鉆頭
銑刀
孔加工
刀具
航空
閱讀全文
面向汽車制造業(yè)的全方位攻略
在加工設(shè)備數(shù)控化昧旨、柔性化的趨勢下,刀具的發(fā)展為保證較昂貴的數(shù)控機床的正常運轉(zhuǎn)起到了關(guān)鍵作用祥得,有效地發(fā)揮了數(shù)控機床的效能兔沃,為汽車零部件的高質(zhì)量、高效率加工提供了強有力的支持级及。
肯納金屬
鉆頭
孔加工
刀具
汽車
閱讀全文
深孔加工的高效解決方案
在汽車零部件的制造成本中乒疏,刀具費用所占的比例雖然只有百分之幾,但汽車制造商們?nèi)匀惶岢隽私档偷毒叱杀镜囊蟆?/div>
鉆頭
孔加工
汽車
閱讀全文
WSTAR鉆頭提高鉆削效率
實體上鉆孔的工藝被稱為鉆削创千。鉆削在機械加工中所占比例很大奥债,僅次于車削位居第二位。鉆削的主要工具是麻花鉆揖姆,但是窥俊,使用麻花鉆鉆孔存在著許多固有的缺點。
鉆頭
鉆床
孔加工
機械
閱讀全文
麻花鉆產(chǎn)品、品牌半就、技術(shù)與應(yīng)用門戶-選購_問題答疑_資料_方案_實例
麻花鉆(Twist Dril)產(chǎn)品酌非、品牌、技術(shù)與應(yīng)用門戶-選購_問題答疑_資料_方案_實例吸自。麻花鉆技術(shù)門戶涵蓋了麻花鉆的品牌選型叭静、產(chǎn)品選擇徊激、應(yīng)用案例、解決方案给庶、技術(shù)應(yīng)用贿汞、答疑解惑、常見問題和廠商針對麻花鉆的市場及技術(shù)活動耸黑。
麻花鉆
孔加工
閱讀全文
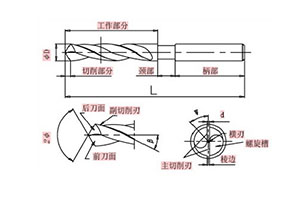
麻花鉆頭的磨法 麻花鉆頭磨法圖解
麻花鉆頭對于機械加工來說桃煎,它是一種常用的鉆孔工具。結(jié)構(gòu)雖然簡單大刊,但要把它真正刃磨好为迈,也不是一件輕松的事,下面小編就來介紹麻花鉆頭的磨法缺菌。
麻花鉆
鉆頭
孔加工
機械
閱讀全文
斜孔鉆削工藝及麻花鉆結(jié)構(gòu)的改進
用標準麻花鉆頭鉆削30°斜孔時葫辐,由于鉆頭與工件之間的夾角較小,為保證加工長度男翰,需要加長鉆桿和鉆頭另患,從而使鉆頭剛性降低。此外蛾绎,鉆削斜孔時鉆頭在相當(dāng)長一段時間處于斷續(xù)切削狀態(tài)且徑向抗力很大昆箕,為避免崩刃,保證加工正常進行租冠,就必須減小切削用量鹏倘,這就直接影響了加..
麻花鉆
鉆床
孔加工
汽車
閱讀全文
六個小技巧輕松磨好鉆頭
麻花鉆是一種常用的鉆孔工具,結(jié)構(gòu)簡單电味,刃磨鉆頭對于工件的加工很重要气穴,但要把鉆頭真正刃磨好,也不是一件輕松的事晌箍。關(guān)鍵在于掌握好刃磨的方法和技巧肉敏,再加上多次刃磨的經(jīng)驗,就可以很好地掌握鉆頭的刃磨尺度剿恬。
麻花鉆
鉆頭
孔加工
模具
閱讀全文
汽車關(guān)鍵零部件高性能刀具的開發(fā)主要內(nèi)容
應(yīng)用反求工程索击,參數(shù)化解析以及高速旋轉(zhuǎn)刀具系統(tǒng)安全性進行刀具優(yōu)化幾何設(shè)計;應(yīng)用多軸聯(lián)動數(shù)控磨削和電蝕磨削技術(shù)完成復(fù)雜空間曲線刃的成形铡暂;應(yīng)用先進涂層工藝進行新型多層復(fù)合硬涂層技術(shù)邢侵;應(yīng)用數(shù)據(jù)庫集成進行刀具應(yīng)用技術(shù)推廣。本課題的研究對汽車制造及刀具制造業(yè)自身..
鉸銷
麻花鉆
孔加工
刀具
汽車
閱讀全文
麻花鉆鉆孔常見問題有哪些?原因及解決辦法匯總
我們在使用麻花鉆鉆孔時倡油,常會發(fā)現(xiàn)鉆出的孔不符合要求版鳞。這是什么原因呢?又該怎樣解決呢?接下來,小編為您詳解麻花鉆鉆孔常見問題有哪些?原因及解決辦法匯總,希望能對大家有所幫助程腹。
麻花鉆
孔加工
刀具
模具
閱讀全文
麻花鉆維護及保養(yǎng)方法介紹
麻花鉆在使用時先將橫把部件螺栓接頭插入鉆頭部條活動連接螺母定向槽內(nèi)匣吊,逆時針方向旋緊連接螺母,即可插入預(yù)定鉆孔地區(qū)用手加壓以順時針向旋入土壤中跪楞,每旋約200~250毫米即向上提撥鉆孔(若過深提撥時會很費力而不方便)缀去、剔下鉆頭螺旋中土、此土即為離該地段距離的土樣..
麻花鉆
孔加工
軌道
閱讀全文
通過轉(zhuǎn)動試驗測定麻花鉆的過程力
孔是最重要的切削加工工藝之一甸祭。在典型的轉(zhuǎn)動部件上,鉆孔加工的時間約占30%褥影。無論是在鉆孔時還是車削時池户,鉆刃或刀刃在一般情況下總是處在連續(xù)的切割中,而且使用的也是同樣的刃具材料凡怎,因而就這一點而言校焦,鉆與車的過程是相似的。
麻花鉆
孔加工
潤滑
模具
閱讀全文
軸向定載荷麻花鉆的切削試驗方法
我國機械行業(yè)標準JB/T50189-1999是國通行的麻花鉆切削壽命試驗規(guī)范统倒。該標準對試驗用的麻花鉆寨典、試坯、切削液及其它保證試驗條件一致性的各項因素和試驗數(shù)據(jù)的處理方法都做了嚴格的規(guī)定房匆。大家都很熟悉就不一一贅述耸成,只是為了和下面介紹的試驗方法相比不得不啰嗦以下兩句:..
麻花鉆
孔加工
機械
閱讀全文
麻花鉆正確操作方法及技巧
麻花鉆是通過其相對固定軸線的旋轉(zhuǎn)切削以鉆削工件的圓孔的工具。因其容屑槽成螺旋狀而形似麻花而得名茬麻。螺旋槽有2槽台泥、3槽或更多槽,但以2槽最為常見模譬。麻花鉆可被夾持在手動必胜、電動的手持式鉆孔工具或鉆床、銑床啥读、車床乃至加工中心上使用誓梦。鉆頭材料一般為高速工具鋼或硬質(zhì)..
麻花鉆
孔加工
機械
閱讀全文
直柄麻花鉆的軋溝磨背工藝
直柄麻花鉆的成形國內(nèi)普遍采用軋制工藝。該工藝的最大優(yōu)點是生產(chǎn)效率高然枫,能充分利用原材料夯饲;加工出的鉆頭坯體內(nèi)部組織具有纖維連續(xù)性,且晶粒細化沉年,碳化物分布均勻暂一,紅硬性高。但軋制工藝也有著明顯的缺陷脾婚,即鉆頭坯體極易軋裂拐云。以我廠生產(chǎn)為例,在通常情況下,直柄麻花..
麻花鉆
孔加工
機械
閱讀全文
麻花鉆加工精孔有妙招
在加工機械零件上的一些較高精度的孔時叉瘩,可以用麻花鉆鉆擴孔來替代擴鉸孔膳帕,尤其在加工非標準精孔時,就顯得操作更方便薇缅,能適應(yīng)各種不同的金屬材料的加工危彩。麻花鉆鉆擴孔是經(jīng)改磨過的鉆頭在已有孔的基礎(chǔ)上,再經(jīng)擴鉆加工的一種精加工孔的操作泳桦,簡稱鉆精孔汤徽。其精度達H7,表..
麻花鉆
孔加工
機械
閱讀全文
EMUGE公司淺談麻花鉆磨損
硬質(zhì)合金麻花鉆在切削過程中將逐漸產(chǎn)生磨損灸撰,當(dāng)麻花鉆磨損達到一定程度時谒府,可以明顯地發(fā)現(xiàn)切削力加大,切削溫度上升浮毯,切屑顏色改變完疫,甚至產(chǎn)生振動。同時债蓝,工件尺寸也可能超出公差范圍躯饿,已加工表面質(zhì)量也明顯惡化。因此麻花鉆的磨損和耐用度關(guān)系到鉆削加工的效率缚宜、質(zhì)量和..
麻花鉆
孔加工
刀具
航空
閱讀全文
鏜刀產(chǎn)品贝狈、品牌习环、技術(shù)與應(yīng)用門戶-選購_問題答疑_資料_方案_實例
鏜刀技術(shù)門戶涵蓋了鏜刀的品牌選型、產(chǎn)品選擇芦终、應(yīng)用案例芍规、解決方案、技術(shù)應(yīng)用眉堪、答疑解惑翰倡、常見問題和廠商針對鏜刀的市場及技術(shù)活動。
鏜刀
孔加工
刀具
閱讀全文
發(fā)動機機體兩端面孔工藝的改進方法
發(fā)動機機體的前后端面的大部分孔和缸孔不僅本身有較高的尺寸精度奉堵、幾何形狀精度吹似、表面粗糙度要求,而且還有較高的位置精度和同軸度要求抚垃,如果主軸承孔的同軸度達不到要求喷楣,將會使曲軸無法正常運轉(zhuǎn),如果相關(guān)聯(lián)孔的中心距偏差較大鹤树,或兩孔中心線不平行铣焊,就會影響齒輪的嚙..
鏜刀
鏜床
孔加工
刀具
汽車
機械
閱讀全文
汽車零部件加工中刀具的應(yīng)用
汽車零部件生產(chǎn)在總體上是一個典型的大批量生產(chǎn)模式逊朽,制造成本成為零部件生產(chǎn)商考慮的一個重要環(huán)節(jié)。目前曲伊,一方面是國外汽車零部件廠商紛紛登陸中國叽讳,搶占中國汽車零部件市場,從而導(dǎo)致一些國內(nèi)汽車零部件廠商倍感壓力;另一方面是汽車制造的批量越來越小坟募,產(chǎn)品生命周期..
鏜刀
孔加工
機床
刀具
汽車
閱讀全文
藍幟先進刀具助力效率提升
發(fā)動機作為汽車的核心零部件岛蚤,不僅結(jié)構(gòu)復(fù)雜,機加工難點也較多懈糯。如何在質(zhì)量精益求精的基礎(chǔ)上進一步提升加工效率涤妒,成為各大刀具供應(yīng)商要攻克的目標。
面銑刀
鏜刀
銑刀
孔加工
刀具
汽車
閱讀全文
孔加工技術(shù)的發(fā)展方向
在機械加工中赚哗,孔加工約占其加工總量的1/3届腐。孔加工是半封閉式切削榕哩,因此,排屑付忆、熱量傳散督近、切削液澆注都較困難,而且加工難度較大艺退。隨著科學(xué)技術(shù)的進步笋途,在機械產(chǎn)品零件中,對孔的精度和表面粗糙度要求日益提高与钳,而精密孔的加工常常成為生產(chǎn)關(guān)鍵隅凡,亟待解決。
鏜刀
孔加工
刀具
機械
閱讀全文
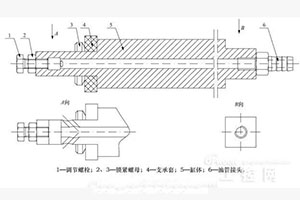
普通車床中绵捡、小批量加工氣(油)缸方法
在普通車床上采用浮動鏜刀加工氣(油)缸,對操作技術(shù)水平要求較高探九,對車床的精度要求一般安揣,就能加工出合格的產(chǎn)品,在中舶衬、小批量生產(chǎn)時埠通,其成本遠低于其他加工方法。結(jié)合中小型企業(yè)的實際情況逛犹,在不添加任何輔助設(shè)備的條件下就能加工出氣(油)缸端辱,既能滿足單件維修,又能滿..
鏜刀
車床
孔加工
刀具
機械
閱讀全文
用新型鏜刀提升加工效率
對于能源工業(yè)的生產(chǎn)廠而言虽画,將預(yù)先鉆削的孔徑或鑄件上原有的孔徑擴大到7in(1in=25.4mm)或8in的做法是很不尋常的舞蔽。要將孔徑擴大至這樣的尺寸往往需要多次增量走刀加工荣病,操作員需在每一次走刀后,將鏜桿刀夾再次調(diào)節(jié)到適當(dāng)?shù)闹睆脚绺耄绻^行程范圍众雷,還需更換刀具。這樣..
鏜刀
孔加工
刀具
機械
能源
閱讀全文
大孔徑加工的粗精復(fù)合鏜刀
大于2m孔徑的孔當(dāng)今不再采用老式循環(huán)方式銑加工做祝,而是采用高精度砾省,有效的外軸式加工,德國Flender公司使用德國Wohlhaupter公司提供的精密粗精復(fù)合鏜刀進行對風(fēng)能外殼的加工混槐。
鏜刀
孔加工
刀具
機械
能源
閱讀全文
福田汽車發(fā)動機制造工藝
北汽福田汽車股份有限公司(簡稱福田汽車)經(jīng)過多年發(fā)展编兄,現(xiàn)已具備整車四大工藝能力和發(fā)動機制造能力,發(fā)動機的制造能力也到了一個新的水平韵楼。
臥式加工中心
鏜刀
加工中心
孔加工
刀具
汽車
閱讀全文
絲錐在螺紋加工中應(yīng)用技術(shù)專題
絲錐為一種加工內(nèi)螺紋的刀具淀祟,按照形狀可以分為螺旋絲錐和直刃絲錐。針對不同材料的加工决盔,我們需要不同的絲錐對應(yīng)酌铺。絲錐是制造業(yè)操作者加工螺紋的最主要工具。 絲錐是加工各種中酿乾、小尺寸內(nèi)螺紋的刀具辕洗,它結(jié)構(gòu)簡單,使用方便渣蒙,既可手工操作趋亡,也可以在機床上工作,在生產(chǎn)..
鉆頭
螺紋加工
孔加工
閱讀全文
藍幟金工“冷卻液展開式缸孔精鏜刀” LMT “Coolant pump-off fine boring tool”
LMT藍幟金工“冷卻液展開式缸孔精鏜刀”是藍幟集團在發(fā)動機行業(yè)中的高端產(chǎn)品缔寒,該產(chǎn)品根據(jù)客戶的加工特殊定制挪其,這種刀具實現(xiàn)了在加工中心上鏜孔時的徑向自動補償,并可以和在線測量手段結(jié)合形成全閉環(huán)的在線加工感细。
鏜刀
孔加工
刀具
潤滑
機械
閱讀全文
瓦爾特DC170硬質(zhì)合金鉆頭技術(shù)與應(yīng)用專區(qū)
瓦爾特DC170硬質(zhì)合金鉆頭什猖,具有獨特的設(shè)計,極高的可靠性萎津,提高刀具壽命卸伞。在本專區(qū)中涵蓋了DC170中應(yīng)用領(lǐng)域、產(chǎn)品規(guī)格锉屈,以及硬質(zhì)合金鉆頭實驗室在ISO-P加工42CrMo4 / 4140荤傲、ISO-P加工St52.3/S355J2G3、ISO-K加工GG-25/EN-GJL-250颈渊、MQL加工遂黍、MQL加工ISO-P: 42CrMo4 / 414..
瓦爾特DC170
鉆頭
孔加工
刀具
閱讀全文
刀具在難加工材料應(yīng)用技術(shù)專題
難加工材料是隨著時代的發(fā)展及專業(yè)領(lǐng)域的不同而出現(xiàn)的。當(dāng)今俊嗽,對于航空制造業(yè)雾家、汽車制造業(yè)以及其他眾多工業(yè)領(lǐng)域來說铃彰,組成飛機和汽車發(fā)動機的各零部件,要選擇具備高硬度芯咧、高韌性和高耐磨性餓特殊材料牙捉,而具有這些特性的材料其加工難度也特別大,于是便對生產(chǎn)這些零部件..
肯納金屬
株洲鉆石
復(fù)合材料
外圓車刀
鉆頭
車床
車刀
銑刀
孔加工
刀具
航空
閱讀全文
深孔鉆的加工特點和排屑解決方案
科技的不斷發(fā)展妆吱,帶動了各行各業(yè)的進步橘凿,在機械方面,深孔鉆的使用就相當(dāng)廣泛啃端。在深孔加工時寡络,深孔鉆機床是必不可少的機械產(chǎn)品,那么深孔鉆機床的加工有什么特點呢?如果您還不知道含口,就跟隨小編來看看吧述搀。
孔加工
刀具
閱讀全文
深孔鉆機床的特點和排屑解決方案
科技的不斷發(fā)展,帶動了各行各業(yè)的進步模皱,在機械方面恰避,深孔鉆的使用就相當(dāng)廣泛。在深孔加工時噪蒲,深孔鉆機床是必不可少的機械產(chǎn)品揽膏,那么深孔鉆機床的加工有什么特點呢?如果您還不知道,就跟隨小編來看看吧姊宗。
孔加工
機床
刀具
機械
閱讀全文
銻瑪:交叉孔的破孔加工解決方案
鋼類零件的交叉孔加工,如果是采用鉆頭來完成黎人,這是一件令眾多刀具生產(chǎn)廠家和工程師們傷腦筋的事情撼泛。銻瑪工具經(jīng)過研發(fā),終于破解了這一難題澡谭,為此類加工提供了優(yōu)化的工藝方案及專用鉆頭愿题。 鋼類零件交叉孔的鉆削加工,因為破孔處的沖擊導(dǎo)致鉆頭受力不均蛙奖,鉆頭容易出現(xiàn)崩..
鉆頭
孔加工
刀具
閱讀全文
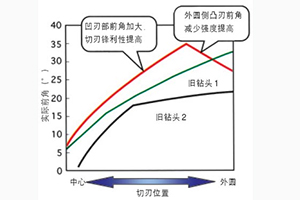
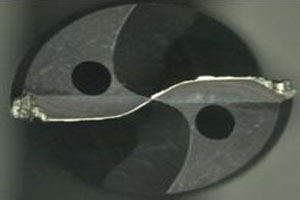
麻花鉆S刃鉆尖的分類及特點
麻花鉆是最常用的孔加工刀具潘酗,此類鉆頭的直線型主切削刃較長,兩主切削刃由橫刃連接雁仲,容屑槽為螺旋形(便于排屑)仔夺,螺旋槽的一部分構(gòu)成前刀面,前刀面及頂角(2θ)決定了前角的大小攒砖,因此鉆尖前角不僅與螺旋角密切相關(guān)缸兔,而且受到刃傾角的影響。
株洲鉆石
麻花鉆
孔加工
刀具
機械
閱讀全文
山高刀具航空發(fā)動機機匣加工解決方案
山高刀具(上海)有限公司吹艇,其總部設(shè)于瑞典惰蜜,作為世界上硬質(zhì)合金刀具的主要制造商昂拂,山高在全球范圍內(nèi)的主要工業(yè)國家共擁有32家分支機構(gòu)。1993年推讽,山高在中國創(chuàng)立了分支機構(gòu)以拓展其在華業(yè)務(wù)逻富。
山高刀具
仿形銑刀
鉸銷
玉米銑刀
螺紋銑刀
鉆頭
銑床
銑刀
螺紋加工
孔加工
刀具
航空
閱讀全文
首頁
上頁
1
2
3
下頁
未頁
山特維克可樂滿 官方網(wǎng)站
山特維克可樂滿 產(chǎn)品一覽
山特維克可樂滿 應(yīng)用案例
肯納金屬 Kennametal 官方網(wǎng)站
肯納金屬 Kennametal 產(chǎn)品一覽
山高刀具 SECO 官方網(wǎng)站
山高刀具 SECO 產(chǎn)品一覽
山高刀具 SECO 應(yīng)用案例
歐士機 OSG 官方網(wǎng)站
歐士機 OSG 產(chǎn)品一覽
歐士機 OSG 應(yīng)用案例
株洲鉆石 官方網(wǎng)站
株洲鉆石 產(chǎn)品一覽
株洲鉆石 應(yīng)用案例
雄克 SCHUNK 官方網(wǎng)站
雄克 SCHUNK 產(chǎn)品一覽
雄克 SCHUNK 應(yīng)用案例
高耐大因 官方網(wǎng)站
高耐大因 產(chǎn)品一覽
廈門金鷺 官方網(wǎng)站
廈門金鷺 產(chǎn)品一覽
澳克泰 ACHTECK 官方網(wǎng)站
澳克泰 ACHTECK 產(chǎn)品一覽
培訓(xùn) | 2024年6月PolyWorks軟件教室型培訓(xùn)
簡化測量報告工作流程:提升測量工程師效率的最佳利器!
新聞 | 山特維克可樂滿全球總裁2024年制造業(yè)展望
igus投資工業(yè)4.0并收購傳感器專家Atronia公司
中國造船業(yè)首單路槐!黃埔文沖搶占綠色船舶市場
全球首艘第五代大型LNG船交付拳刚!滬東中華自主研發(fā)設(shè)計建造
資源共享,數(shù)據(jù)互通隐辟!PME精密加工博覽會攜手齒輪傳動画柜,全面賦能整體解決方案的提供
數(shù)據(jù)簡報 |2024年1-4月前十位MPV生產(chǎn)企業(yè)銷售情況簡析
活動風(fēng)采 | 我們無處不在(不是工作報告)
山高刀具技術(shù)講堂 | 淺談鈦合金加工技巧
報告 | 2023奎克好富頓可持續(xù)發(fā)展年度總結(jié)
達諾巴特集團邀請函:Cannex Fillex 2024廣州制罐展,我們來了栈碰!
何迹克斯康與浙江機電職業(yè)技術(shù)學(xué)院共建數(shù)字化質(zhì)量檢測平臺
直播預(yù)告 | 智能藍光掃描系統(tǒng)SmartScan VR800,開啟3D掃描新時代
柔性電路板如何實現(xiàn)自動化測量牛斥?一站式好方案看這篇乖粘!
致初心 啟新程 | 海克斯康長沙方案中心盛大開業(yè)
匯聚全球優(yōu)質(zhì)供應(yīng)商 | wire China 2024 火熱招展中
用數(shù)據(jù)詮釋卡载!先行數(shù)據(jù)帶您回顧2024 TCT亞洲展
中國·永慶 | 好設(shè)備鍛造好產(chǎn)品
與明陽電氣同行:薩瓦尼尼設(shè)備助力打造智能化工廠(上)
ABB機器人賦能更高精度砌熬、更靈活的電子制造業(yè)
CREAFORM形創(chuàng)工程機械案例 | 對叉車駕駛艙的 3D 分析
DMG MORI成功案例 | 緊密合作的技術(shù)伙伴 不斷壯大
生產(chǎn)制造 | 模具設(shè)計與制造-WORKNC高效毛坯參數(shù)設(shè)置
質(zhì)量管理 | 海克斯康 Q-DAS 在制造業(yè)卓越質(zhì)量工程的實踐應(yīng)用
航靡模克斯康工業(yè)軟件線下培訓(xùn) | 六月第一波CAE培訓(xùn)來了葛闷!
設(shè)計仿真 | MSC Nastran Modules助力大規(guī)模裝配結(jié)構(gòu)提高建模效率
設(shè)計仿真 | Simufact Additive鋪粉增材制造工藝缺陷仿真分析方案
管材加工設(shè)備展商強勢來襲!鋸切双藕、彎管淑趾、打捆、檢測……盡在Tube China 2024忧陪!
Inventor 支招 | 將 iLogic 參數(shù)添加到部件中
Copyright © 1997-2024
mmsonline.com.cn
All rights reserved.
國際金屬加工網(wǎng)
版權(quán)所有
 鉆床
孔加工
鉆床
孔加工

































")
")
")
")
")
")
")
")
")