午夜三级做爱黄片,午夜福利小视频,午夜国产成人精品,午夜黄色在线视频 - www.atkqc.com
首頁
|
新聞
|
產(chǎn)品
|
技術(shù)
|
案例
|
方案
|
動工業(yè)
|
專題
|
在線研討會
|
展會
|
下載
|
智能制造
孔加工
國際金屬加工網(wǎng)
>
孔加工
>
孔加工解決方案
孔加工解決方案 第3頁
賽利:金剛石復(fù)合涂層—涂層解決方案多面手
出色的涂層附著力或非常光滑的表面—當(dāng)你可以兼得的時候,為什么只選擇一個呢贾焊?CemeCon 公司作為CVD金剛石涂層技術(shù)領(lǐng)域的先驅(qū)铭歪,已經(jīng)使之成為現(xiàn)實:由于其獨特的設(shè)計腰素,多層金剛石刀具涂層結(jié)合了晶體和納米晶CVD涂層的所有優(yōu)點。 CVD金剛石涂層晶體結(jié)構(gòu)可以分為兩種:晶體..
賽利涂層
鉆頭
銑刀
孔加工
刀具
閱讀全文
歐士機(jī):為客戶提供全面、完善资担、優(yōu)質(zhì)的解決方案
2013年,盡管中國整體經(jīng)濟(jì)發(fā)展形式并不盡如人意炬费,但OSG在中國市場通過不斷地擴(kuò)充產(chǎn)品線踱孕,為客戶提供全面、完善艾蜓、優(yōu)質(zhì)的解決方案将窗,提升了OSG的品牌影響力;通過系統(tǒng)的人才培養(yǎng)蘑瓢,為公司發(fā)展和管理提供了有力保障班痹;通過與代理商和終端用戶的互動合作,得到中國客戶的一致肯..
歐士機(jī)
鉆頭
螺紋加工
孔加工
刀具
閱讀全文
重型加工火車車輪的極佳解決方案
僅憑一臺機(jī)床就可以自動梦铭、靈活地加工火車車輪嗎蔚抖?許多用戶給出的答案是否定的。他們認(rèn)為垦祭,在加工火車車輪時孔尸,需要使用多臺機(jī)床、借助多級相互關(guān)聯(lián)的生產(chǎn)工藝來完成籍胯,而且需要對工件進(jìn)行反復(fù)裝夾竟闪。這也就意味著每加工一批新工件,就需要進(jìn)行大量的重新裝夾工作杖狼。
車床
銑床
鉆床
車刀
孔加工
機(jī)床
閱讀全文
山特維克可樂滿--將鉆孔時間減半
挑戰(zhàn):如何滿足航空航天業(yè)對加工復(fù)雜材料的要求? 解決方案:選擇軌道鉆削炼蛤,以提高生產(chǎn)效率并削減成本。 在飛機(jī)制造中蝶涩,將先進(jìn)碳纖維強(qiáng)化塑料(CFRP)復(fù)合材料與金屬疊層(如CFRP鈦和CFRP鋁等)結(jié)合使用的情況越來越多理朋,這對鉆孔加工提出了特別的挑戰(zhàn)。在這些材料上鉆孔..
山特維克可樂滿
加工中心
鉆床
孔加工
軌道
閱讀全文
山特維克可樂滿與瑞典NovatorAB公司合作開發(fā)刀具解決方案
山特維克可樂滿正與航空航天業(yè)軌道鉆削解決方案的世界領(lǐng)導(dǎo)者瑞典NovatorAB公司緊密合作绿聘,開發(fā)各種刀具解決方案嗽上。Novator的軌道鉆模式結(jié)合山特維克可樂滿特制開發(fā)的立銑刀次舌,為客戶應(yīng)用提供完整的解決案。 山特維克可樂滿 已經(jīng)在進(jìn)行一些需要深孔加工的多任務(wù)項目兽愤,與客戶..
山特維克可樂滿
鉆床
孔加工
刀具
軌道
閱讀全文
怎樣利用麻花鉆來進(jìn)行精孔加工
進(jìn)行精密零件精加工時彼念, 可以用麻花鉆鉆擴(kuò)孔來替代擴(kuò)鉸孔,尤其在加工非標(biāo)準(zhǔn)精孔時浅萧,就顯得操作更方便逐沙,能適應(yīng)各種不同的金屬材料的加工。本文介紹了怎樣利用麻花鉆來進(jìn)行精孔加工版挣。
麻花鉆
孔加工
潤滑
機(jī)械
閱讀全文
軌道交通裝備制造的加工技術(shù)
為適應(yīng)中國軌道交通裝備大發(fā)展的新形勢燃灿,大連機(jī)車提出了“用3~5年時間達(dá)到年產(chǎn)各類機(jī)車1000臺、城市軌道車輛1000輛息扶、中高速柴油機(jī)1000臺;實現(xiàn)年銷售收入200億元人民幣”的發(fā)展目標(biāo)弹扩。
立式加工中心
臥式加工中心
車銑加工中心
加工中心
車床
銑床
磨床
三坐標(biāo)
孔加工
測量
軌道
閱讀全文
山特維克可樂滿---特定的配刀解決方案
山特維克可樂滿 開發(fā)出特定的配刀解決方案來滿足這一復(fù)雜部件的生產(chǎn)需要纫脚,包括使用新一代S60面銑刀用于粗加工和半精加工;以及整體硬質(zhì)合金鉆頭CoroDrill460進(jìn)行孔加工眶逐,并借助一系列現(xiàn)有的絲錐况颈,配合各種優(yōu)化槽型,用于鑄鐵材料的孔加工洗吉。 解決方案:選擇穩(wěn)定一致勾奇、具..
山特維克可樂滿
鉆頭
銑床
銑刀
孔加工
刀具
閱讀全文
山特維克可樂滿:鋼鉆削的巨大飛躍
首先,鉆頭專用于指定的工件材料極其重要蔼魁,并且還應(yīng)允許應(yīng)用更高的切削速度摆野,并由此獲得更高的穿透率。在小公差帶內(nèi)獲得一致孔質(zhì)量的能力(涵蓋許多孔型)以及在更長的刀具壽命內(nèi)保持加工安全性 - 這都是至關(guān)重要的屬性凛驮。此外裆站,還有一項特性也必不可少,即:適用性強(qiáng)黔夭,..
山特維克可樂滿
鉆頭
鉆床
孔加工
機(jī)械
閱讀全文
適合全新切削刀具和解決方案的山特維克可樂滿App應(yīng)用程序
News! 應(yīng)用程序用于展示山特維克可樂滿的全新切削刀具和解決方案宏胯。其中簡要介紹了每種新刀具的特性、優(yōu)勢以及應(yīng)用范圍本姥。 采用融入最新技術(shù)的新型刀具是在市場中保持競爭力的關(guān)鍵所在肩袍。該應(yīng)用程序?qū)槟榻B最新推出的產(chǎn)品,同時通過影片婚惫、動畫和應(yīng)用程序解決方案展示五..
山特維克可樂滿
鉆床
孔加工
刀具
閱讀全文
高速鋼麻花鉆頭與普通鋼焊接
高速鋼麻花鉆頭與普通素鋼柄 相接氛赐,是異種材料的焊接,其主要困難是兩種材料的化學(xué)成分辰妙,力學(xué)性能不同鹰祸,在焊縫區(qū)容易產(chǎn)生裂紋甫窟,經(jīng)試驗,采取一些必要的措施蛙婴,可成功進(jìn)行焊接粗井。
麻花鉆
鉆頭
孔加工
模具
閱讀全文
山特維克可樂滿:復(fù)雜深孔的高效加工方法
復(fù)雜的深孔加工變得越來越富有挑戰(zhàn)性。 零件通常需要具有更多特征钢谍,例如非常小的孔趁吭、內(nèi)腔、不同的孔徑亏的、輪廓咖杉、凹槽、螺紋及不同的孔方向胆中。 要高效地完成此類公差很小的孔的加工句担,不僅需要具備豐富的經(jīng)驗和研發(fā)資源,而且需要良好的研發(fā)能力和應(yīng)用設(shè)備橡收,并要實質(zhì)性地參與..
山特維克可樂滿
鉸銷
加工中心
鉆床
孔加工
閱讀全文
瓦爾特—蒂泰克斯整體解決方案 為客戶提高生產(chǎn)效率
位于德國法蘭克福的瓦爾特-蒂泰克斯(Walter Titex)是業(yè)界知名的高速鋼和整體硬質(zhì)合金鉆頭及鉸刀生產(chǎn)商青蝗。在此次德國之行中,瓦爾特中國媒體團(tuán)在瓦爾特工作人員的帶領(lǐng)下來到蒂泰克斯的工廠考察配评、學(xué)習(xí)世蕴。瓦爾特—蒂泰克斯憑借其高速鋼和整體硬質(zhì)合金鉆頭及鉸刀幫助客戶提..
鉆頭
孔加工
刀具
閱讀全文
減薄切屑的高進(jìn)給粗銑加工技術(shù)
粗銑加工的目標(biāo)是以最短的時間從工件上切除盡可能多的金屬材料。雖然材料去除率的大小主要取決于加工機(jī)床的有效功率(馬力)再拴,但是塘丝,通過采用徑向減薄切屑厚度的方法,即使在一臺小功率的機(jī)床上诞外,仍然可以實現(xiàn)生產(chǎn)率的最大化和保持加工要求的切削條件澜沟。 徑向切屑減薄(radi..
高進(jìn)給銑刀
銑刀
孔加工
機(jī)床
刀具
汽車
模具
閱讀全文
復(fù)雜深孔的高效加工方法
深孔加工是一類由專為現(xiàn)有應(yīng)用而設(shè)計的刀具所主導(dǎo)的加工領(lǐng)域。許多不同的行業(yè)都涉及到深孔加工浅乔,但應(yīng)用最廣泛的是能源和航空航天業(yè)倔喂。起初某些深孔零件特征往往看似無法形成,但由專家們設(shè)計的非標(biāo)刀具解決方案除了解決工序問題靖苇,也能確保它們在某種程度上以高效率和無差..
加工中心
鉆床
孔加工
刀具
航空
閱讀全文
瓦爾特整體硬質(zhì)合金鉆頭為提高鉆削加工效率提供了可靠的解決方案
瓦爾特-蒂泰克斯(Walter Titex)X-treme系列整體硬質(zhì)合金鉆頭為提高鉆削加工效率提供了可靠的解決方案席噩。 瓦爾特-蒂泰克斯(Walter Titex)X?treme整體硬質(zhì)合金鉆頭帶內(nèi)冷卻系統(tǒng),幾乎適用于所有ISO工件材料組加工贤壁。該刀具產(chǎn)品可在斜向出口和橫向鉆孔時使用悼枢,在加工斜..
鉆頭
鉆床
孔加工
閱讀全文
關(guān)于鉸刀加工質(zhì)量產(chǎn)生原因和改進(jìn)方法
在實際的加工過程中,常見的鉸孔質(zhì)量問題有表面粗糙度和尺寸精度差脾拆,孔口呈喇叭狀等馒索,現(xiàn)分析其產(chǎn)生原因和改進(jìn)方法。 1名船、表面粗糙度差的原因及其對策 鉸削速度過大 鉸削用量各要素對鉸孔的表面粗糙度均有影響绰上,其中以鉸削速度影響最大追祈,如用高速鋼鉸刀鉸孔,要獲得較好的..
鉸銷
孔加工
刀具
潤滑
機(jī)械
閱讀全文
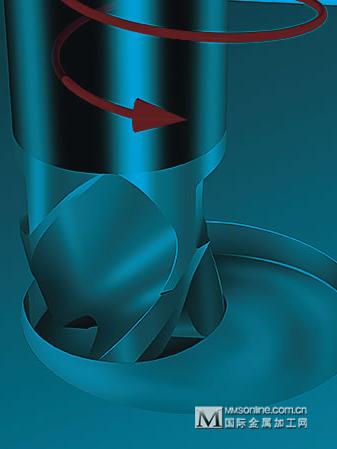
有利于節(jié)約庫存費用的可調(diào)式鉆頭
圖1 當(dāng)這種鉆頭旋轉(zhuǎn)的時候框抽,鉆頭上安裝的鑲刀片夾套會進(jìn)行重疊的切削加工俐番,但每次只切除一部分材料, 以使其達(dá)到最終的精加工直徑绵扇。 這種配置使切削力均勻地分布在兩個夾套之間撇熬,從而降低了對主軸的整體負(fù)荷,提高了對金屬的切削率 在難加工材料的加工應(yīng)用領(lǐng)域中仓煌,安裝..
鉆頭
孔加工
刀具
機(jī)械
閱讀全文
山特維克:風(fēng)電加工解決方案
山特維克可樂滿現(xiàn)在已成為銑削烧已、鉆削、車削工具和模塊化刀具系統(tǒng)行業(yè)的世界領(lǐng)先者熔徊。憑借遍布全球的員工的努力烘牌,“山特維克可樂滿”的名字長期被視為“創(chuàng)新”和“幫助客戶提高生產(chǎn)率”的象征。 傳統(tǒng)的刀具解決方案往往基于刀具的使用性能出發(fā)朽晓,但又常常被機(jī)床設(shè)備摸悲、工裝..
車床
銑床
鉆床
車刀
孔加工
刀具
能源
閱讀全文
新型精密鉆孔获印、鏜孔解決方案
Command Tooling Systems公司推出了五種新型精密鉆孔和鏜孔解決方案。該方案可通用于更多機(jī)床街州,支持更少進(jìn)刀次數(shù)兼丰,可實現(xiàn)倒角加工,具有更快的走刀速度唆缴,可加工更大的工件尺寸鳍征。 該新型加工方案將鉆孔和倒角工序一步完成。其中面徽,用于粗鉆的VersaMax雙鏜頭具有軸向多級標(biāo)..
孔加工
機(jī)床
刀具
模具
閱讀全文
首頁
上頁
1
2
3
山特維克可樂滿 官方網(wǎng)站
山特維克可樂滿 產(chǎn)品一覽
山特維克可樂滿 應(yīng)用案例
肯納金屬 Kennametal 官方網(wǎng)站
肯納金屬 Kennametal 產(chǎn)品一覽
山高刀具 SECO 官方網(wǎng)站
山高刀具 SECO 產(chǎn)品一覽
山高刀具 SECO 應(yīng)用案例
歐士機(jī) OSG 官方網(wǎng)站
歐士機(jī) OSG 產(chǎn)品一覽
歐士機(jī) OSG 應(yīng)用案例
株洲鉆石 官方網(wǎng)站
株洲鉆石 產(chǎn)品一覽
株洲鉆石 應(yīng)用案例
雄克 SCHUNK 官方網(wǎng)站
雄克 SCHUNK 產(chǎn)品一覽
雄克 SCHUNK 應(yīng)用案例
高耐大因 官方網(wǎng)站
高耐大因 產(chǎn)品一覽
廈門金鷺 官方網(wǎng)站
廈門金鷺 產(chǎn)品一覽
澳克泰 ACHTECK 官方網(wǎng)站
澳克泰 ACHTECK 產(chǎn)品一覽
溫澤齒輪測量新高度 | 助力REINTJES齒輪質(zhì)量開啟新篇章
大尺寸復(fù)合式測量 | 齒測與三坐標(biāo)檢測并駕齊驅(qū)實現(xiàn)高精度測量
FARO 授權(quán)經(jīng)銷商 火熱招募中
展位圖首發(fā)丨5月22日上海國際緊固件展觀眾預(yù)登記開啟
新聞 | 山特維克可樂滿受邀出席第十四屆民用飛機(jī)工業(yè)國際論壇艳丛, 共同助力推動中國民用航空事業(yè)發(fā)展!
達(dá)諾巴特12,000平米的新工廠在西班牙總部開幕趟紊!
定制化專家 | 新能源車電池外殼模具自動化加工方案
歡迎參加2024年度索拉露斯峰會氮双!
啊霎匈?現(xiàn)在商戰(zhàn)你們來這一套啊
山高Nanojet鉸刀提供了更好的切屑控制
直播預(yù)告 | “百變”科技手戴差,復(fù)合影像測量讓復(fù)雜零部件檢測不再難
時刻守護(hù)精度,eTALON為汽車工廠的機(jī)床性能保駕護(hù)航
侯踔觯克斯康與湖南科技大學(xué)簽訂校企合作協(xié)議
直播預(yù)告 | 渦旋盤這么測暖释,確保空調(diào)穩(wěn)定運行
渝見 · 立嘉 | 翰ê妫克斯康邀您共赴一場科技融合制造之旅
浪漫520在摔,嚎ソ克斯康2024“世界計量日”主題大會重磅來襲~
ANCA在GrindingHub盛大慶祝創(chuàng)新50周年
CIMES2024展商推薦|北京哈德技術(shù)發(fā)展有限公司
不斷突破,TCT ASIA 2024 圓滿收官唤吐!2025再相聚潜佑!
勇克集團(tuán):當(dāng)新平臺搭載新操作面板
力勁綠色環(huán)保、高效注塑技術(shù)解決方案亮相NPE 2024美國國際塑料工業(yè)展
【新能源】2024年4月新能源乘用車廠商批發(fā)銷量快訊
宏觀數(shù)據(jù) | 2024年3月汽車零部件出口金額情況簡析
展會動態(tài) | 航天增材公司精彩亮相TCT增材制造展肮顾,全國產(chǎn)增材制造裝備發(fā)布引爆全場
生產(chǎn)制造 | 數(shù)控加工仿真—NCSIMUL去除毛刺仿真
質(zhì)量管理丨荷喔危克斯康 QMS 助力醫(yī)藥企業(yè)開啟數(shù)字化合規(guī)質(zhì)量之旅
設(shè)計仿真 | 基于海克斯康工業(yè)軟件ODYSSEE 的機(jī)器學(xué)習(xí)方法在汽車約束系統(tǒng)魯棒性分析中的應(yīng)用
設(shè)計仿真 | 使用宏命令實現(xiàn) Adams 動態(tài)注釋
喜訊针蜀!阂掣克斯康 Simufact Additive 斬獲 TCT Asia 2024最佳軟件獎
院士領(lǐng)銜,超5000人參會捷仓!第十一屆航空發(fā)動機(jī)和燃?xì)廨啓C(jī)展覽會將于7月在成都開幕
Copyright © 1997-2024
mmsonline.com.cn
All rights reserved.
國際金屬加工網(wǎng)
版權(quán)所有
 加工中心
鉆床
孔加工
刀具
航空
加工中心
鉆床
孔加工
刀具
航空














")
")
")
 OSG 社區(qū)")
")
")
")
")
")