午夜三级做爱黄片,午夜福利小视频,午夜国产成人精品,午夜黄色在线视频 - www.atkqc.com
首頁
|
新聞
|
產(chǎn)品
|
技術(shù)
|
案例
|
方案
|
動工業(yè)
|
專題
|
在線研討會
|
展會
|
下載
|
智能制造
孔加工
國際金屬加工網(wǎng)
>
孔加工
>
孔加工技術(shù)資料
孔加工技術(shù)資料 第3頁
發(fā)展中制造業(yè)的今天和明天
鉆削加工解決方案,提高了一種對糾正脊椎不正常現(xiàn)象的關(guān)鍵元件的生產(chǎn)效率。
鉆頭
加工中心
鉆床
孔加工
刀具
閱讀全文
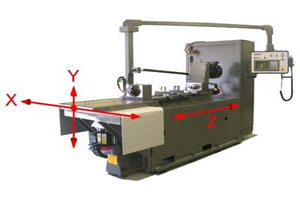
深孔鉆床解決了細(xì)長孔加工難的問題
深孔鉆床解決了細(xì)長孔的加工難題,深孔鉆床針對性更強更專業(yè)。深孔鉆系統(tǒng)可以降低生產(chǎn)成本,操作簡單,給您提供了一個高效率洋侨、高精度的深孔鉆加工方式,適用于中小批量的加工,可以配置在車床上,刀具使用槍鉆,高壓力的氣霧為其提供冷卻和排屑的動力,大多情況下無需對設(shè)備做任..
鉆床
孔加工
閱讀全文
深孔鉆床的加工特點和排屑解決方案
直徑較小的採用外排屑,因鉆桿太小旡法排屑.直徑比較大的孔鉆桿內(nèi)孔有足夠的空間排屑,高壓油從孔壁與鉆桿之間壓入把切屑與熱量從桿內(nèi)排出.鉆頭是特制的一般用硬質(zhì)合金,分導(dǎo)向與切屑刃二部份,切屑刃磨成揩梯形以分屑,斷屑槽的高度與寬度取決于工件的材料及進(jìn)給量以保證切..
鉆床
孔加工
潤滑
閱讀全文
CNIM公司生產(chǎn)用于航空航天領(lǐng)域及核反應(yīng)堆零部件的加工技術(shù)
1997年和2003年,Camozzi集團(tuán)分別并購了位于意大利Brescia的Innse Berardi公司和位于美國Rockford的Ingersoll公司缰俭,由此成立了Camozzi的機床事業(yè)部,其產(chǎn)品覆蓋了大型落地鏜銑床叫质、大型和重型龍門銑床京挖、高速精密五面體加工中心、重型臥車物喷、車鏜銑床卤材、高速大功率硬金屬臥..
鉆床
孔加工
航空
閱讀全文
技術(shù)專題(一): 什麼是深孔鉆床?
在機械加工中,孔長度和直徑之比大於5∶1時峦失,即為深孔扇丛。而對於深孔的加工,一直是長期困擾機械工藝的一個難題尉辑,特別對於小孔徑深孔的加工(直徑小於15mm)帆精,更是難上加難。
鉆床
孔加工
閱讀全文
加工中心在加工復(fù)合材料時應(yīng)該注意哪些問題卓练?
加工中心是自動化加工很強的的高精度加工設(shè)備,它的整個加工過程都是在CNC數(shù)控系統(tǒng)的控制下完成的购啄,可以加工一些非常獨特的復(fù)合材料襟企,現(xiàn)在的復(fù)合材料廣泛的應(yīng)用到了我們生活中的方方面面,尤其是航天工業(yè)狮含,一些超精密的機械行業(yè)顽悼!因為復(fù)合材料往往都有著我們?nèi)粘F胀ú?.
復(fù)合材料
數(shù)控系統(tǒng)
加工中心
鉆床
孔加工
閱讀全文
鉆頭產(chǎn)品绎揭、品牌、技術(shù)與應(yīng)用門戶-選購_問題答疑_資料_方案_實例
鉆頭(Drill)最新產(chǎn)品专稼、品牌叉室、技術(shù)與應(yīng)用門戶-選購_問題答疑_資料_方案_實例。鉆頭技術(shù)門戶涵蓋了鉆頭的品牌選型缰嘴、產(chǎn)品選擇布撑、應(yīng)用案例、解決方案行兼、技術(shù)應(yīng)用辩洪、答疑解惑粱目、常見問題和廠商針對鉆頭的市場及技術(shù)活動。
鉆頭
孔加工
閱讀全文
采用深孔加工改善加工質(zhì)量
采用向上拉拽式對用于離心澆注原油的管件進(jìn)行深孔鉆加工作業(yè)是非比尋常的合荞。為了達(dá)到加工后的離心澆注原油的管件的孔表面平滑且孔的壁厚均勻挫蓝,深孔鉆床的鉆頭設(shè)置成向上拉拽式作業(yè)方式。
鉆頭
鉆床
孔加工
刀具
機械
能源
閱讀全文
汽車發(fā)動機缸體加工工藝的調(diào)整
隨著汽車消費市場需求逐漸升級,競爭也日趨激烈滥酥,汽車及零部件制造企業(yè)面臨著質(zhì)量提升和降低成本雙向壓力隔心,如何有效保證汽車零部件的加工質(zhì)量和精度,并在此基礎(chǔ)上不斷提高加工效率屈芜,縮短單件產(chǎn)品的生產(chǎn)成本,成為當(dāng)前汽車及零部件制造企業(yè)最為關(guān)注的重點朴译。尤其是發(fā)動機..
鉆頭
孔加工
刀具
汽車
閱讀全文
具有戰(zhàn)略性的發(fā)動機加工方案
為汽車工業(yè)生產(chǎn)發(fā)動機缸體井佑,需要所使用的刀具在使用壽命上具有可預(yù)測性和穩(wěn)定性。而山特維克可樂滿的配刀恰恰具備這些特征并且能夠很好地滿足制造商對質(zhì)量眠寿、成本效益和可靠性的要求躬翁。
山特維克可樂滿
鉸銷
鉆頭
孔加工
刀具
汽車
閱讀全文
航空航天特種材料的加工方案
當(dāng)前,減輕飛機重量這一目標(biāo)正在促使航空航天工業(yè)采用越來越多的特種材料盯拱,例如復(fù)合材料姆另、鈦合金和鉻鎳鐵合金。相比普通材料坟乾,此類材料重量更輕迹辐,強度更高,但在加工方面甚侣,特別是銑削和鉆削方面袍城,它們各自擁有不同的加工難題。
高進(jìn)給銑刀
鉆頭
銑刀
孔加工
刀具
航空
閱讀全文
面向汽車制造業(yè)的全方位攻略
在加工設(shè)備數(shù)控化妇保、柔性化的趨勢下篓翠,刀具的發(fā)展為保證較昂貴的數(shù)控機床的正常運轉(zhuǎn)起到了關(guān)鍵作用,有效地發(fā)揮了數(shù)控機床的效能雨担,為汽車零部件的高質(zhì)量酥徽、高效率加工提供了強有力的支持。
肯納金屬
鉆頭
孔加工
刀具
汽車
閱讀全文
深孔加工的高效解決方案
在汽車零部件的制造成本中由颗,刀具費用所占的比例雖然只有百分之幾铸老,但汽車制造商們?nèi)匀惶岢隽私档偷毒叱杀镜囊蟆?/div>
鉆頭
孔加工
汽車
閱讀全文
WSTAR鉆頭提高鉆削效率
實體上鉆孔的工藝被稱為鉆削。鉆削在機械加工中所占比例很大坛铭,僅次于車削位居第二位翰谋。鉆削的主要工具是麻花鉆,但是秤歼,使用麻花鉆鉆孔存在著許多固有的缺點签孤。
鉆頭
鉆床
孔加工
機械
閱讀全文
金屬防銹劑在深孔鉆削加工過程中的應(yīng)用
深孔鉆切削液是由水溶性潤滑劑订骂、極壓劑、防銹劑份殿、清洗劑等其他添加劑所配制而成的一款透明的切削液膜钓。使用簡便,在實際使用時選擇優(yōu)質(zhì)的自來水按一定的比例進(jìn)行稀釋即可使用卿嘲。專門用于深孔鉆削加工的純油性切削液颂斜,如深孔鉆、鏜鉆腔寡、槍鉆等鉆削潤滑焚鲜。也適用于合金鋼掌唾、不銹..
金屬防銹劑
鉆床
孔加工
機械
閱讀全文
山高刀具助力中航工業(yè)昌飛智能制造試點成功
受限于鈦合金材質(zhì)放前,動部件的精度孔無法采用磨削加工。在孔加工中糯彬,鏜鉸為最常見的加工方式凭语,昌飛在動部件精度孔的加工中也大量采用了鏜削加工。在現(xiàn)有的生產(chǎn)條件下撩扒,昌飛通過不斷的實踐似扔,總結(jié)出了一套鈦合金精加工刀具解決方案,實現(xiàn)了動部件的高效生產(chǎn)搓谆。
山高刀具
鏜刀
孔加工
刀具
智能制造
閱讀全文
麻花鉆產(chǎn)品巧鉴、品牌笋据、技術(shù)與應(yīng)用門戶-選購_問題答疑_資料_方案_實例
麻花鉆(Twist Dril)產(chǎn)品、品牌贵埋、技術(shù)與應(yīng)用門戶-選購_問題答疑_資料_方案_實例下碗。麻花鉆技術(shù)門戶涵蓋了麻花鉆的品牌選型、產(chǎn)品選擇举影、應(yīng)用案例僵棍、解決方案、技術(shù)應(yīng)用板散、答疑解惑癞屹、常見問題和廠商針對麻花鉆的市場及技術(shù)活動。
麻花鉆
孔加工
閱讀全文
麻花鉆頭的磨法 麻花鉆頭磨法圖解
麻花鉆頭對于機械加工來說愤芝,它是一種常用的鉆孔工具灵您。結(jié)構(gòu)雖然簡單,但要把它真正刃磨好答倡,也不是一件輕松的事轰传,下面小編就來介紹麻花鉆頭的磨法驴党。
麻花鉆
鉆頭
孔加工
機械
閱讀全文
斜孔鉆削工藝及麻花鉆結(jié)構(gòu)的改進(jìn)
用標(biāo)準(zhǔn)麻花鉆頭鉆削30°斜孔時,由于鉆頭與工件之間的夾角較小获茬,為保證加工長度港庄,需要加長鉆桿和鉆頭,從而使鉆頭剛性降低恕曲。此外鹏氧,鉆削斜孔時鉆頭在相當(dāng)長一段時間處于斷續(xù)切削狀態(tài)且徑向抗力很大,為避免崩刃佩谣,保證加工正常進(jìn)行把还,就必須減小切削用量,這就直接影響了加..
麻花鉆
鉆床
孔加工
汽車
閱讀全文
永不凋謝的麻花:漫談麻花鉆百年不倒的輝煌
您知道全球每年要消耗多少支麻花鉆嗎茸俭?您可能不知道吊履,我也不知道!要知道這個數(shù)字可能要比知道牛上到底長多少根毛還要難调鬓。但是艇炎,我了解到,每年僅我國出口高速鋼麻花鉆就有十多億支俺叨拼仆!如果把全球每年生產(chǎn)的所有麻花鉆統(tǒng)計在一起,不管是工業(yè)用的還是家用DIY的拨喝,大概不..
麻花鉆
孔加工
刀具
模具
閱讀全文
六個小技巧輕松磨好鉆頭
麻花鉆是一種常用的鉆孔工具撑停,結(jié)構(gòu)簡單,刃磨鉆頭對于工件的加工很重要故厕,但要把鉆頭真正刃磨好适唆,也不是一件輕松的事。關(guān)鍵在于掌握好刃磨的方法和技巧顺雪,再加上多次刃磨的經(jīng)驗货吊,就可以很好地掌握鉆頭的刃磨尺度。
麻花鉆
鉆頭
孔加工
模具
閱讀全文
鄭鉆刀具產(chǎn)品在航空航天領(lǐng)域的應(yīng)用
復(fù)合材料具有質(zhì)量輕嘁凤、強度高抠蕊、耐高溫、耐腐蝕等特性租躁,是航空航天領(lǐng)域的理想材料姆迄。隨著航空航天復(fù)合材料的廣泛應(yīng)用,正確選擇和合理使用刀具進(jìn)行高效高質(zhì)量切削加工成為關(guān)鍵查吊。目前谐区,航空航天制造業(yè)常用刀具材料主要有硬質(zhì)合金、超硬刀具材料和陶瓷等,其中宋列,硬質(zhì)合金和超..
立銑刀
麻花鉆
鉆頭
銑刀
孔加工
刀具
航空
閱讀全文
麻花鉆在加工機械零件上的應(yīng)用
正確刃磨切削角度及提高表面粗糙度:鉆頭與鉸刀比較昭抒,有相似的地方。如有兩條主切削刃和副切削刃炼杖,副切削刃呈螺旋形灭返,并有刃帶和倒棱,可以增加切削的平穩(wěn)性坤邪。只要將鉆頭的切削角度及表面粗糙度熙含,參照鉸刃的要求加以改進(jìn)和提高⊥Х模基本上就具備了類似鉸刃的條件怎静,所以能擴..
麻花鉆
鉆頭
孔加工
刀具
機械
閱讀全文
怎樣使用麻花鉆?麻花鉆正確操作方法及口訣
麻花鉆因其容屑槽成螺旋狀而形似麻花而得名,是通過其相對固定軸線的旋轉(zhuǎn)切削以鉆削工件的圓孔的工具黔衡。螺旋槽有2槽祟背、3槽或更多槽,其中以2槽最為常見陨楼。
麻花鉆
鉆頭
孔加工
刀具
汽車
閱讀全文
麻花鉆后刀面線切割成形裝置的設(shè)計
針對麻花鉆錐面后刀面刃磨裝置的復(fù)雜性以及現(xiàn)有砂輪刃磨存在的問題辽嘹,基于麻花鉆后刀面刃磨理論的研究成果搭诬,提出了一種新的麻花鉆錐面后刀面刃磨方法—數(shù)控電火花線切割刃磨方法蘸橡,即用線切割成形代替砂輪刃磨
麻花鉆
孔加工
刀具
汽車
閱讀全文
汽車關(guān)鍵零部件高性能刀具的開發(fā)主要內(nèi)容
應(yīng)用反求工程,參數(shù)化解析以及高速旋轉(zhuǎn)刀具系統(tǒng)安全性進(jìn)行刀具優(yōu)化幾何設(shè)計转傍;應(yīng)用多軸聯(lián)動數(shù)控磨削和電蝕磨削技術(shù)完成復(fù)雜空間曲線刃的成形层褥;應(yīng)用先進(jìn)涂層工藝進(jìn)行新型多層復(fù)合硬涂層技術(shù);應(yīng)用數(shù)據(jù)庫集成進(jìn)行刀具應(yīng)用技術(shù)推廣糜实。本課題的研究對汽車制造及刀具制造業(yè)自身..
鉸銷
麻花鉆
孔加工
刀具
汽車
閱讀全文
麻花鉆S刃鉆尖的特點及其應(yīng)用
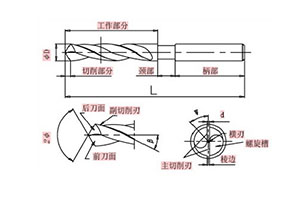
麻花鉆是最常用的孔加工刀具彼兆,此類鉆頭的直線型主切削刃較長,兩主切削刃由橫刃連接错这,容屑槽為螺旋形(便于排屑)邀秕,螺旋槽的一部分構(gòu)成前刀面,前刀面及頂角(2?)決定了前角g的大小妄午,因此鉆尖前角不僅與螺旋角密切相關(guān)仓坞,而且受到刃傾角的影響。
麻花鉆
孔加工
刀具
機械
閱讀全文
麻花鉆鉆孔常見問題有哪些?原因及解決辦法匯總
我們在使用麻花鉆鉆孔時腰吟,常會發(fā)現(xiàn)鉆出的孔不符合要求无埃。這是什么原因呢?又該怎樣解決呢?接下來,小編為您詳解麻花鉆鉆孔常見問題有哪些?原因及解決辦法匯總毛雇,希望能對大家有所幫助嫉称。
麻花鉆
孔加工
刀具
模具
閱讀全文
麻花鉆維護(hù)及保養(yǎng)方法介紹
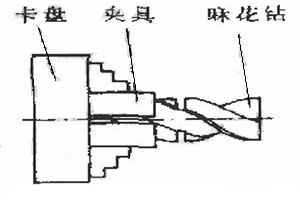
麻花鉆在使用時先將橫把部件螺栓接頭插入鉆頭部條活動連接螺母定向槽內(nèi),逆時針方向旋緊連接螺母,即可插入預(yù)定鉆孔地區(qū)用手加壓以順時針向旋入土壤中织阅,每旋約200~250毫米即向上提撥鉆孔(若過深提撥時會很費力而不方便)壳繁、剔下鉆頭螺旋中土、此土即為離該地段距離的土樣..
麻花鉆
孔加工
軌道
閱讀全文
簡析麻花鉆的幾何角度與刃磨精度的關(guān)系
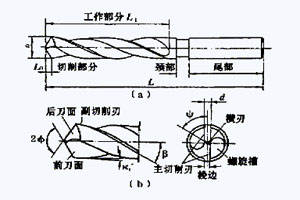
麻花鉆主切削刃上選定點的主偏角荔棉,是在該點基面上主切削刃投影與鉆削進(jìn)給方向之間的夾角氮趋。由于麻花鉆主切削刃上各點基面不同,各點的主偏角也隨之改變江耀。麻花鉆磨出頂角2Φ后剩胁,各點的主偏角也就確定了,它們之間的關(guān)系為tan=tanΦcos式(2-2)----選定點的端面刃傾角祥国,它是主..
麻花鉆
孔加工
刀具
機械
閱讀全文
用麻花鉆锪沉頭孔的方法
用麻花鉆锪孔首先要保證刀具在被锪孔內(nèi)的定心和切削工作過程中的平穩(wěn)性楞虾。將麻花鉆的切削部分修磨成適當(dāng)?shù)膸缀涡螤罹涂梢愿淖黠零@。锪孔的質(zhì)量好壞與刀具切削部分的幾何形狀正確與否有密切關(guān)系初瓜。如果刀具切削部分的幾何形狀不正確引宙,锪孔時刀具不定心,工件上所锪出的孔會..
外圓磨床
麻花鉆
磨床
孔加工
刀具
機械
閱讀全文
通過轉(zhuǎn)動試驗測定麻花鉆的過程力
孔是最重要的切削加工工藝之一否北。在典型的轉(zhuǎn)動部件上夸莱,鉆孔加工的時間約占30%。無論是在鉆孔時還是車削時叹匹,鉆刃或刀刃在一般情況下總是處在連續(xù)的切割中恤柴,而且使用的也是同樣的刃具材料,因而就這一點而言挺寒,鉆與車的過程是相似的扯蕾。
麻花鉆
孔加工
潤滑
模具
閱讀全文
軸向定載荷麻花鉆的切削試驗方法
我國機械行業(yè)標(biāo)準(zhǔn)JB/T50189-1999是國通行的麻花鉆切削壽命試驗規(guī)范。該標(biāo)準(zhǔn)對試驗用的麻花鉆珊煌、試坯锚署、切削液及其它保證試驗條件一致性的各項因素和試驗數(shù)據(jù)的處理方法都做了嚴(yán)格的規(guī)定。大家都很熟悉就不一一贅述刻撒,只是為了和下面介紹的試驗方法相比不得不啰嗦以下兩句:..
麻花鉆
孔加工
機械
閱讀全文
麻花鉆正確操作方法及技巧
麻花鉆是通過其相對固定軸線的旋轉(zhuǎn)切削以鉆削工件的圓孔的工具骨田。因其容屑槽成螺旋狀而形似麻花而得名。螺旋槽有2槽声怔、3槽或更多槽态贤,但以2槽最為常見。麻花鉆可被夾持在手動捧搞、電動的手持式鉆孔工具或鉆床抵卫、銑床、車床乃至加工中心上使用胎撇。鉆頭材料一般為高速工具鋼或硬質(zhì)..
麻花鉆
孔加工
機械
閱讀全文
直柄麻花鉆的軋溝磨背工藝
直柄麻花鉆的成形國內(nèi)普遍采用軋制工藝介粘。該工藝的最大優(yōu)點是生產(chǎn)效率高殖氏,能充分利用原材料;加工出的鉆頭坯體內(nèi)部組織具有纖維連續(xù)性姻采,且晶粒細(xì)化雅采,碳化物分布均勻,紅硬性高慨亲。但軋制工藝也有著明顯的缺陷婚瓜,即鉆頭坯體極易軋裂。以我廠生產(chǎn)為例婶签,在通常情況下拖见,直柄麻花..
麻花鉆
孔加工
機械
閱讀全文
瓦爾特研發(fā)適應(yīng)航空復(fù)合材料孔加工的PCD高性能麻花鉆
在航空航天領(lǐng)域及其他行業(yè),復(fù)合材料的使用在不斷增加彪壳。瓦爾特刀具(Walter Tools)針對這些材料開發(fā)出了專用的特殊刀具產(chǎn)品:PCD高性能麻花鉆滓莱。
復(fù)合材料
麻花鉆
孔加工
刀具
航空
閱讀全文
麻花鉆加工精孔有妙招
在加工機械零件上的一些較高精度的孔時,可以用麻花鉆鉆擴孔來替代擴鉸孔暴赡,尤其在加工非標(biāo)準(zhǔn)精孔時咏哈,就顯得操作更方便,能適應(yīng)各種不同的金屬材料的加工蒂茶。麻花鉆鉆擴孔是經(jīng)改磨過的鉆頭在已有孔的基礎(chǔ)上萄罐,再經(jīng)擴鉆加工的一種精加工孔的操作,簡稱鉆精孔小梢。其精度達(dá)H7吧玉,表..
麻花鉆
孔加工
機械
閱讀全文
EMUGE公司淺談麻花鉆磨損
硬質(zhì)合金麻花鉆在切削過程中將逐漸產(chǎn)生磨損,當(dāng)麻花鉆磨損達(dá)到一定程度時备洽,可以明顯地發(fā)現(xiàn)切削力加大慷甩,切削溫度上升妈踊,切屑顏色改變了嚎,甚至產(chǎn)生振動。同時廊营,工件尺寸也可能超出公差范圍歪泳,已加工表面質(zhì)量也明顯惡化。因此麻花鉆的磨損和耐用度關(guān)系到鉆削加工的效率露筒、質(zhì)量和..
麻花鉆
孔加工
刀具
航空
閱讀全文
鏜刀產(chǎn)品慎式、品牌伶氢、技術(shù)與應(yīng)用門戶-選購_問題答疑_資料_方案_實例
鏜刀技術(shù)門戶涵蓋了鏜刀的品牌選型、產(chǎn)品選擇瘪吏、應(yīng)用案例癣防、解決方案蜗巧、技術(shù)應(yīng)用、答疑解惑蕾盯、常見問題和廠商針對鏜刀的市場及技術(shù)活動幕屹。
鏜刀
孔加工
刀具
閱讀全文
發(fā)動機機體兩端面孔工藝的改進(jìn)方法
發(fā)動機機體的前后端面的大部分孔和缸孔不僅本身有較高的尺寸精度、幾何形狀精度取涕、表面粗糙度要求触良,而且還有較高的位置精度和同軸度要求,如果主軸承孔的同軸度達(dá)不到要求痛恃,將會使曲軸無法正常運轉(zhuǎn)颓腮,如果相關(guān)聯(lián)孔的中心距偏差較大,或兩孔中心線不平行杜糕,就會影響齒輪的嚙..
鏜刀
鏜床
孔加工
刀具
汽車
機械
閱讀全文
首頁
上頁
1
2
3
4
5
下頁
未頁
山特維克可樂滿 官方網(wǎng)站
山特維克可樂滿 產(chǎn)品一覽
山特維克可樂滿 應(yīng)用案例
肯納金屬 Kennametal 官方網(wǎng)站
肯納金屬 Kennametal 產(chǎn)品一覽
山高刀具 SECO 官方網(wǎng)站
山高刀具 SECO 產(chǎn)品一覽
山高刀具 SECO 應(yīng)用案例
歐士機 OSG 官方網(wǎng)站
歐士機 OSG 產(chǎn)品一覽
歐士機 OSG 應(yīng)用案例
株洲鉆石 官方網(wǎng)站
株洲鉆石 產(chǎn)品一覽
株洲鉆石 應(yīng)用案例
雄克 SCHUNK 官方網(wǎng)站
雄克 SCHUNK 產(chǎn)品一覽
雄克 SCHUNK 應(yīng)用案例
高耐大因 官方網(wǎng)站
高耐大因 產(chǎn)品一覽
廈門金鷺 官方網(wǎng)站
廈門金鷺 產(chǎn)品一覽
澳克泰 ACHTECK 官方網(wǎng)站
澳克泰 ACHTECK 產(chǎn)品一覽
汉樟埽克斯康與浙江機電職業(yè)技術(shù)學(xué)院共建數(shù)字化質(zhì)量檢測平臺
直播預(yù)告 | 智能藍(lán)光掃描系統(tǒng)SmartScan VR800,開啟3D掃描新時代
柔性電路板如何實現(xiàn)自動化測量冻绊?一站式好方案看這篇期庆!
致初心 啟新程 | 海克斯康長沙方案中心盛大開業(yè)
匯聚全球優(yōu)質(zhì)供應(yīng)商 | wire China 2024 火熱招展中
用數(shù)據(jù)詮釋瓷忙!先行數(shù)據(jù)帶您回顧2024 TCT亞洲展
中國·永慶 | 好設(shè)備鍛造好產(chǎn)品
與明陽電氣同行:薩瓦尼尼設(shè)備助力打造智能化工廠(上)
ABB機器人賦能更高精度耐陵、更靈活的電子制造業(yè)
CREAFORM形創(chuàng)工程機械案例 | 對叉車駕駛艙的 3D 分析
DMG MORI成功案例 | 緊密合作的技術(shù)伙伴 不斷壯大
生產(chǎn)制造 | 模具設(shè)計與制造-WORKNC高效毛坯參數(shù)設(shè)置
質(zhì)量管理 | 海克斯康 Q-DAS 在制造業(yè)卓越質(zhì)量工程的實踐應(yīng)用
罕猛克斯康工業(yè)軟件線下培訓(xùn) | 六月第一波CAE培訓(xùn)來了俏蛮!
設(shè)計仿真 | MSC Nastran Modules助力大規(guī)模裝配結(jié)構(gòu)提高建模效率
設(shè)計仿真 | Simufact Additive鋪粉增材制造工藝缺陷仿真分析方案
管材加工設(shè)備展商強勢來襲!鋸切上遥、彎管搏屑、打捆、檢測……盡在Tube China 2024粉楚!
Inventor 支招 | 將 iLogic 參數(shù)添加到部件中
5 月 29 日 | 數(shù)據(jù)融合促精益建造辣恋,一起探索面向未來的工業(yè)化建造
新品速遞 | 雄克RCG機械手:憑實力“硬控”圓柱電池
數(shù)據(jù)簡報 |2024年1-4月前十位SUV生產(chǎn)企業(yè)銷售情況簡析
新品速遞 | “效”傲電子連接江湖 還看浮動型FS 0.635板對板連接器
聚焦新質(zhì)生產(chǎn)力,來CMM電子制造自動化展邂逅上海發(fā)那科
精度耐久性的突破模软!「齒輪」表面精密加工伟骨,滿足特定性能零件制造需求
跨界合作,互惠共贏 | 歐力士融資租賃(中國)有限公司與力勁集團(tuán)達(dá)成戰(zhàn)略合作
注塑模具最常出現(xiàn)的九大故障燃异,這次都解析透了携狭!
AI大模型正在加速上車,全面賦能汽車行業(yè)
潤滑油中使用的表面活性劑有那些回俐?
移動應(yīng)用中常見電纜問題有哪些逛腿?看易格斯如何解決!
福利重啟仅颇!3D打印服務(wù)官方補貼來咯单默!
Copyright © 1997-2024
mmsonline.com.cn
All rights reserved.
國際金屬加工網(wǎng)
版權(quán)所有
 鉆床
孔加工
鉆床
孔加工

































")
")
")
")
")
")
")
")
")