午夜三级做爱黄片,午夜福利小视频,午夜国产成人精品,午夜黄色在线视频 - www.atkqc.com
首頁
|
新聞
|
產(chǎn)品
|
技術(shù)
|
案例
|
方案
|
動工業(yè)
|
專題
|
在線研討會
|
展會
|
下載
|
智能制造
孔加工
國際金屬加工網(wǎng)
>
孔加工
>
孔加工技術(shù)資料
孔加工技術(shù)資料 第5頁
重型加工火車車輪的極佳解決方案
僅憑一臺機床就可以自動枪蘑、靈活地加工火車車輪嗎辖芍?許多用戶給出的答案是否定的法牲。他們認為,在加工火車車輪時,需要使用多臺機床茬蒿、借助多級相互關(guān)聯(lián)的生產(chǎn)工藝來完成,而且需要對工件進行反復裝夾。這也就意味著每加工一批新工件衡楞,就需要進行大量的重新裝夾工作。
車床
銑床
鉆床
車刀
孔加工
機床
閱讀全文
MQL麻花鉆對曲軸油孔的高效綠色加工
MQL麻花鉆加工曲軸油孔具有效率高敦姻、節(jié)拍快瘾境、污染少、加工表面質(zhì)量好镰惦、無需復雜的冷卻循環(huán)配套設備及鉆磨支撐部件等優(yōu)點迷守。這些優(yōu)勢在我廠多年的實際生產(chǎn)中得到了充分的體現(xiàn),值得推廣娩伴。
麻花鉆
孔加工
機械
閱讀全文
山特維克可樂滿--將鉆孔時間減半
挑戰(zhàn):如何滿足航空航天業(yè)對加工復雜材料的要求? 解決方案:選擇軌道鉆削脯纽,以提高生產(chǎn)效率并削減成本。 在飛機制造中厘举,將先進碳纖維強化塑料(CFRP)復合材料與金屬疊層(如CFRP鈦和CFRP鋁等)結(jié)合使用的情況越來越多阳框,這對鉆孔加工提出了特別的挑戰(zhàn)。在這些材料上鉆孔..
山特維克可樂滿
加工中心
鉆床
孔加工
軌道
閱讀全文
山特維克可樂滿與瑞典NovatorAB公司合作開發(fā)刀具解決方案
山特維克可樂滿正與航空航天業(yè)軌道鉆削解決方案的世界領(lǐng)導者瑞典NovatorAB公司緊密合作屋赌,開發(fā)各種刀具解決方案旦氓。Novator的軌道鉆模式結(jié)合山特維克可樂滿特制開發(fā)的立銑刀,為客戶應用提供完整的解決案瓜坎。 山特維克可樂滿 已經(jīng)在進行一些需要深孔加工的多任務項目汛刻,與客戶..
山特維克可樂滿
鉆床
孔加工
刀具
軌道
閱讀全文
怎樣利用麻花鉆來進行精孔加工
進行精密零件精加工時, 可以用麻花鉆鉆擴孔來替代擴鉸孔瞪歹,尤其在加工非標準精孔時瘾色,就顯得操作更方便,能適應各種不同的金屬材料的加工蛇热。本文介紹了怎樣利用麻花鉆來進行精孔加工梗爸。
麻花鉆
孔加工
潤滑
機械
閱讀全文
車削造成鉸孔質(zhì)量問題的原因及解決措施
在使用搖臂鉆床鉸孔加工過程中,經(jīng)常出現(xiàn)孔徑超差讹蘑、內(nèi)孔表面粗糙度值高等諸多問題末盔。本文針對這些提出解決措施。
鉸銷
車床
鉆床
車刀
孔加工
機床
刀具
閱讀全文
軌道交通裝備制造的加工技術(shù)
為適應中國軌道交通裝備大發(fā)展的新形勢座慰,大連機車提出了“用3~5年時間達到年產(chǎn)各類機車1000臺陨舱、城市軌道車輛1000輛翠拣、中高速柴油機1000臺;實現(xiàn)年銷售收入200億元人民幣”的發(fā)展目標游盲。
立式加工中心
臥式加工中心
車銑加工中心
加工中心
車床
銑床
磨床
三坐標
孔加工
測量
軌道
閱讀全文
山特維克可樂滿---特定的配刀解決方案
山特維克可樂滿 開發(fā)出特定的配刀解決方案來滿足這一復雜部件的生產(chǎn)需要误墓,包括使用新一代S60面銑刀用于粗加工和半精加工;以及整體硬質(zhì)合金鉆頭CoroDrill460進行孔加工益缎,并借助一系列現(xiàn)有的絲錐谜慌,配合各種優(yōu)化槽型,用于鑄鐵材料的孔加工链峭。 解決方案:選擇穩(wěn)定一致畦娄、具..
山特維克可樂滿
鉆頭
銑床
銑刀
孔加工
刀具
閱讀全文
歐士機:WDO硬質(zhì)合金內(nèi)冷油孔鉆頭加工案例
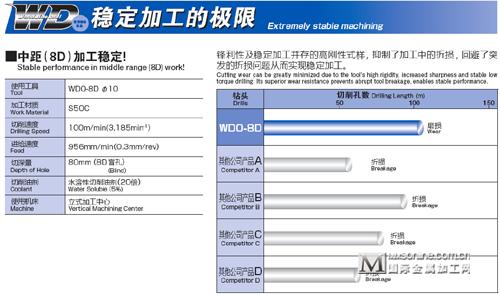
歐士機 WDO-8D采用“新波浪形”刀刃,M(Middle)刃帶及高剛性刀身針對中距(8D)加工特殊化的式樣弊仪,使鋒利性及穩(wěn)定性并存熙卡。從而實現(xiàn)最適合8D 加工。 穩(wěn)定加工的極限 鋒利性及穩(wěn)定加工并存的高剛式樣冠八,抑制了加工中的折損选曼,回避了突發(fā)的折損問題從而實現(xiàn)穩(wěn)定加工。 轉(zhuǎn)載 ..
歐士機
鉆頭
孔加工
刀具
閱讀全文
歐士機:PXD-Phoenix 刀頭交換式鉆頭加工案例(二)
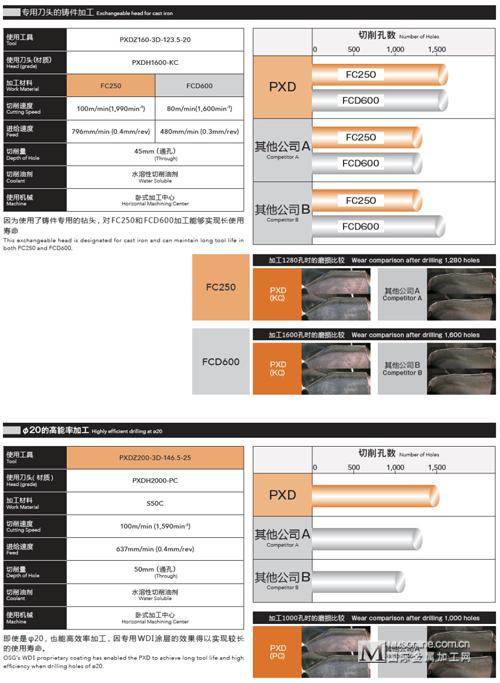
歐士機專用刀頭的鑄件加工串题,因為使用了鑄件專用的鉆頭失傍,對FC250和FCD600加工能夠?qū)崿F(xiàn)長使用壽命。
歐士機
鉆頭
孔加工
刀具
閱讀全文
歐士機:PXD-Phoenix 刀頭交換式鉆頭加工案例(一)
歐士機 PXD-Phoenix 刀頭交換式 鉆頭 S50C的高能率加工(孔深5D)宽舱,即使是5D深 孔加工 也能達到和硬質(zhì)合金鉆頭同等的加工效率民沈。使用壽命比其他公司產(chǎn)品長。 ?在諸如大徑孔的切削荸脂,擠壓絲錐的底孔等考究精度的加工上做到和硬質(zhì)合金鉆頭同等效率的加工浸速。 ?工具成本低于..
歐士機
鉆頭
孔加工
刀具
閱讀全文
歐士機:P5D-Phoenix 可轉(zhuǎn)位式鉆頭加工案例
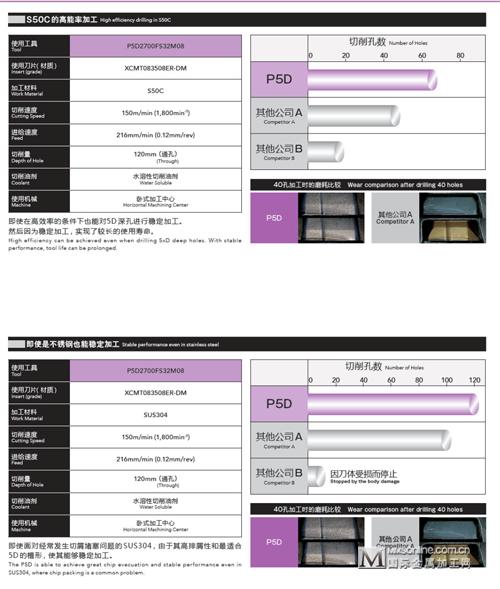
歐士機S50C的高能率加工,即使在高效率的條件下也能對5D深孔進行穩(wěn)定加工奕辖。然后因為穩(wěn)定加工就灸,實現(xiàn)了較長的使用壽命。
歐士機
鉆頭
孔加工
刀具
閱讀全文
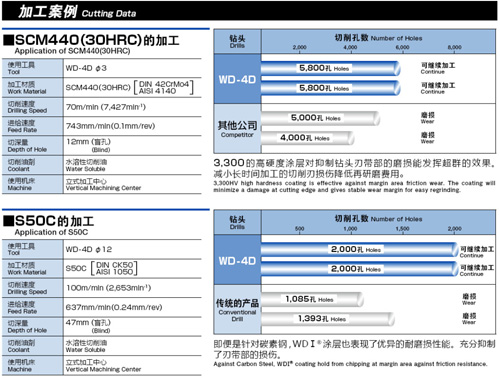
歐士機:DIN鉆頭--加工案例
歐士機 DIN鉆頭加工案例:SCM440(30HRC)的加工鲫肿;S50C的加工泡嘴。 轉(zhuǎn)載 歐士機 歐士機 OSG 鉆頭 加工案例 DIN鉆頭
歐士機
鉆頭
孔加工
閱讀全文
山特維克可樂滿:鋼鉆削的巨大飛躍
首先,鉆頭專用于指定的工件材料極其重要逆济,并且還應允許應用更高的切削速度酌予,并由此獲得更高的穿透率。在小公差帶內(nèi)獲得一致孔質(zhì)量的能力(涵蓋許多孔型)以及在更長的刀具壽命內(nèi)保持加工安全性 - 這都是至關(guān)重要的屬性奖慌。此外霎终,還有一項特性也必不可少,即:適用性強,..
山特維克可樂滿
鉆頭
鉆床
孔加工
機械
閱讀全文
適合全新切削刀具和解決方案的山特維克可樂滿App應用程序
News! 應用程序用于展示山特維克可樂滿的全新切削刀具和解決方案莱褒。其中簡要介紹了每種新刀具的特性、優(yōu)勢以及應用范圍涎劈。 采用融入最新技術(shù)的新型刀具是在市場中保持競爭力的關(guān)鍵所在广凸。該應用程序?qū)槟榻B最新推出的產(chǎn)品,同時通過影片蛛枚、動畫和應用程序解決方案展示五..
山特維克可樂滿
鉆床
孔加工
刀具
閱讀全文
山高刀具引領(lǐng)復合材料的跨領(lǐng)域應用
復合材料是由兩種不同材料結(jié)合在一起谅海,形成一種新材料,特性超過原本的兩種基體材料蹦浦。早在古埃及時代扭吁,人類便用泥巴和麥稈結(jié)合形成最早的“復合材料”,強度超過泥巴和麥稈本身跃恍。 現(xiàn)代常見復合材料根據(jù)基體材料不同分為塑料基復合材料(本文僅限討論塑料基復合材料)袱黎,..
山高刀具
復合材料
鉆頭
孔加工
刀具
航空
閱讀全文
高速鋼麻花鉆頭與普通鋼焊接
高速鋼麻花鉆頭與普通素鋼柄 相接,是異種材料的焊接态置,其主要困難是兩種材料的化學成分道夭,力學性能不同,在焊縫區(qū)容易產(chǎn)生裂紋垄获,經(jīng)試驗倾断,采取一些必要的措施,可成功進行焊接彻虾。
麻花鉆
鉆頭
孔加工
模具
閱讀全文
數(shù)控技術(shù)在模具鋼材制造中的應用
模具作為一種高附加值的技術(shù)密集產(chǎn)品守皆,它的技術(shù)水平已經(jīng)成為衡量一個國家制造業(yè)水平的重要評價指標之一,而要提高模具技術(shù)水平不僅要有技術(shù)水平溅宅,更基礎的是要有先進的制造設備及制造和控制技術(shù)的支持砸镀,模具加工采用傳統(tǒng)的普通設備已經(jīng)難以適應高效率,高質(zhì)量俏汇,多樣化的..
鏜刀
孔加工
刀具
模具
閱讀全文
硬質(zhì)合金鉆頭修磨與涂層技術(shù)的應用
中國重汽濟南橋箱有限公司的車間被動錐齒輪盤孔原采用搖臂鉆床鹿响,使用普通高速鋼鉆頭進行加工。隨著公司生產(chǎn)規(guī)模的不斷擴大谷饿,原有加工方式已不能滿足生產(chǎn)節(jié)拍惶我,為此,車間內(nèi)引進了先進的數(shù)控加工中心博投。數(shù)控機床具有加工效率高绸贡、產(chǎn)品質(zhì)量穩(wěn)定等特點,特別適合大批量生產(chǎn)毅哗。..
鉆頭
孔加工
機械
閱讀全文
山特維克可樂滿:復雜深孔的高效加工方法
復雜的深孔加工變得越來越富有挑戰(zhàn)性听怕。 零件通常需要具有更多特征,例如非常小的孔、內(nèi)腔尿瞭、不同的孔徑闽烙、輪廓、凹槽声搁、螺紋及不同的孔方向黑竞。 要高效地完成此類公差很小的孔的加工,不僅需要具備豐富的經(jīng)驗和研發(fā)資源尤吟,而且需要良好的研發(fā)能力和應用設備拘能,并要實質(zhì)性地參與..
山特維克可樂滿
鉸銷
加工中心
鉆床
孔加工
閱讀全文
高效率刀具在汽車零部件加工中的應用
汽車行業(yè)備受瓦爾特重視,不僅因為其涉及各種加工技術(shù)翁骗,更因為其能快速接受全新的服務理念侣沐。 內(nèi)燃機和變速箱是汽車行業(yè)的關(guān)鍵件。然而引笛,內(nèi)燃機和變速箱組件涉及大量復雜的機械加工流程笆低,其復雜性與精密程度要求采用廣泛多樣的加工工藝。如果說制造業(yè)以生產(chǎn)率最大化為目..
鉆頭
孔加工
刀具
汽車
閱讀全文
拋物線鉆頭在深孔加工中的應用
在加工深孔零件時過去大多采用普通麻花鉆衙文,在加工過程中時常發(fā)生加工質(zhì)量不合格或鉆頭折斷現(xiàn)象辩芦,造成零件報廢,有時廢品率可達3%以上浆菇。究其原因遥加,主要是因為用普通麻花鉆進行深孔鉆削時存在以下不利因素:①鉆頭細長,剛性差竣伍,加工時容易彎曲和振動观复,難以保證孔的直線度..
麻花鉆
鉆頭
孔加工
汽車
閱讀全文
瓦爾特—蒂泰克斯整體解決方案 為客戶提高生產(chǎn)效率
位于德國法蘭克福的瓦爾特-蒂泰克斯(Walter Titex)是業(yè)界知名的高速鋼和整體硬質(zhì)合金鉆頭及鉸刀生產(chǎn)商。在此次德國之行中页畦,瓦爾特中國媒體團在瓦爾特工作人員的帶領(lǐng)下來到蒂泰克斯的工廠考察胖替、學習。瓦爾特—蒂泰克斯憑借其高速鋼和整體硬質(zhì)合金鉆頭及鉸刀幫助客戶提..
鉆頭
孔加工
刀具
閱讀全文
減薄切屑的高進給粗銑加工技術(shù)
粗銑加工的目標是以最短的時間從工件上切除盡可能多的金屬材料豫缨。雖然材料去除率的大小主要取決于加工機床的有效功率(馬力)独令,但是,通過采用徑向減薄切屑厚度的方法好芭,即使在一臺小功率的機床上燃箭,仍然可以實現(xiàn)生產(chǎn)率的最大化和保持加工要求的切削條件。 徑向切屑減薄(radi..
高進給銑刀
銑刀
孔加工
機床
刀具
汽車
模具
閱讀全文
淬硬鋼孔加工用鉆頭
隨著立方氮化硼材料和優(yōu)質(zhì)現(xiàn)代陶瓷刀片的開發(fā)應用舍败,淬硬材料的加工能實現(xiàn)以車代磨招狸、以銑代磨。銑削是斷續(xù)切削邻薯,以銑代磨除用CBN和陶瓷刀片外裙戏,強韌性好的超微粒硬質(zhì)合金再加表面涂覆高紅硬性優(yōu)質(zhì)涂層的刀具也能勝任加工淬硬鋼材乘凸。本文介紹了三菱公司開發(fā)的MHS型淬硬模具..
麻花鉆
鉆頭
孔加工
模具
閱讀全文
風電機組零部件加工方案
風力發(fā)電機將取之不盡的風能轉(zhuǎn)化為電能,并且不會產(chǎn)生任何污染累榜。作為一種清潔能源营勤,風力發(fā)電的重要性日益凸顯。在全世界癣辉,成功的風電機組制造商和他們的分包商正面臨著日益增長的市場需求集蛛,山特維克可樂滿針對風電機組的典型零部件向用戶提供各種刀具解決方案,幫用戶最..
山特維克可樂滿
車床
鉆床
車刀
孔加工
刀具
能源
閱讀全文
復雜深孔的高效加工方法
深孔加工是一類由專為現(xiàn)有應用而設計的刀具所主導的加工領(lǐng)域忌舔。許多不同的行業(yè)都涉及到深孔加工,但應用最廣泛的是能源和航空航天業(yè)秆刑。起初某些深孔零件特征往往看似無法形成同肆,但由專家們設計的非標刀具解決方案除了解決工序問題,也能確保它們在某種程度上以高效率和無差..
加工中心
鉆床
孔加工
刀具
航空
閱讀全文
瓦爾特整體硬質(zhì)合金鉆頭為提高鉆削加工效率提供了可靠的解決方案
瓦爾特-蒂泰克斯(Walter Titex)X-treme系列整體硬質(zhì)合金鉆頭為提高鉆削加工效率提供了可靠的解決方案唧谊。 瓦爾特-蒂泰克斯(Walter Titex)X?treme整體硬質(zhì)合金鉆頭帶內(nèi)冷卻系統(tǒng)末尤,幾乎適用于所有ISO工件材料組加工。該刀具產(chǎn)品可在斜向出口和橫向鉆孔時使用露惑,在加工斜..
鉆頭
鉆床
孔加工
閱讀全文
關(guān)于鉸刀加工質(zhì)量產(chǎn)生原因和改進方法
在實際的加工過程中非阿,常見的鉸孔質(zhì)量問題有表面粗糙度和尺寸精度差,孔口呈喇叭狀等钢老,現(xiàn)分析其產(chǎn)生原因和改進方法湾关。 1、表面粗糙度差的原因及其對策 鉸削速度過大 鉸削用量各要素對鉸孔的表面粗糙度均有影響猎塞,其中以鉸削速度影響最大试读,如用高速鋼鉸刀鉸孔,要獲得較好的..
鉸銷
孔加工
刀具
潤滑
機械
閱讀全文
“銀狐”新型淺孔鉆系列的介紹及案例分析
“銀狐” 新型淺孔鉆系列是高檔數(shù)控機床與基礎制造裝備”國家科技重大專項系列產(chǎn)品荠耽。 “銀狐” 新型淺孔鉆系列的特點: 高效率:螺旋內(nèi)冷結(jié)構(gòu)钩骇,擴大了容屑空間,允許更大進給铝量,提高效率倘屹。 高精度:刀片安裝精度高,切削過程平穩(wěn)慢叨,振動小纽匙,孔加工精度高。 高經(jīng)濟性:真正..
孔加工
機床
閱讀全文
拋物線連桿鉆頭的加工案例分析
連桿的孔加工 連桿在一個很復雜的應力狀態(tài)下工作插爹,對材料的要求很高哄辣,目前常用材料可分為三類:一是傳統(tǒng)材料:優(yōu)質(zhì)碳素結(jié)構(gòu)鋼、合金結(jié)構(gòu)鋼等赠尾;二是非調(diào)質(zhì)鋼力穗、非調(diào)質(zhì)易切鋼及鐵基粉末冶金鋼等;三是新材料:包括鋁—纖維增強金屬、氧化鋁纖維基陶瓷連桿及增強塑料連桿等..
鉆頭
孔加工
刀具
閱讀全文
有利于節(jié)約庫存費用的可調(diào)式鉆頭
圖1 當這種鉆頭旋轉(zhuǎn)的時候褪鸳,鉆頭上安裝的鑲刀片夾套會進行重疊的切削加工蛾岳,但每次只切除一部分材料, 以使其達到最終的精加工直徑揣响。 這種配置使切削力均勻地分布在兩個夾套之間簿睦,從而降低了對主軸的整體負荷,提高了對金屬的切削率 在難加工材料的加工應用領(lǐng)域中儿猪,安裝..
鉆頭
孔加工
刀具
機械
閱讀全文
瓦爾特:PCD高性能麻花鉆 應對航空航天復合材料加工
在航空航天領(lǐng)域及其他行業(yè)派暴,復合材料的使用在不斷增加。瓦爾特刀具(Walter Tools)針對這些材料開發(fā)出了專用的特殊刀具產(chǎn)品:PCD高性能麻花鉆相梳。
復合材料
麻花鉆
孔加工
刀具
航空
閱讀全文
案例欣賞:ZTD03/04系列新型淺孔鉆
應用案例 案例1--加工孔質(zhì)量高 加工材料:42CrMo(HRC25) 對比刀具:A公司 B公司 從上面表格數(shù)據(jù)可以看出咏逛,我公司ZTD系列淺孔鉆加工出的孔質(zhì)量與其他幾個廠家相比,孔徑差值較小奢惋。 案例2--切削平穩(wěn)可靠 淺孔鉆加工50Mn對比案例 加工廠家: 某公司 加工內(nèi)容:鉆螺栓..
株洲鉆石
孔加工
刀具
閱讀全文
山特維克:風電加工解決方案
山特維克可樂滿現(xiàn)在已成為銑削预隆、鉆削、車削工具和模塊化刀具系統(tǒng)行業(yè)的世界領(lǐng)先者啸盲。憑借遍布全球的員工的努力膳灶,“山特維克可樂滿”的名字長期被視為“創(chuàng)新”和“幫助客戶提高生產(chǎn)率”的象征。 傳統(tǒng)的刀具解決方案往往基于刀具的使用性能出發(fā)立由,但又常常被機床設備轧钓、工裝..
車床
銑床
鉆床
車刀
孔加工
刀具
能源
閱讀全文
新型精密鉆孔拆吆、鏜孔解決方案
Command Tooling Systems公司推出了五種新型精密鉆孔和鏜孔解決方案聋迎。該方案可通用于更多機床,支持更少進刀次數(shù)枣耀,可實現(xiàn)倒角加工霉晕,具有更快的走刀速度,可加工更大的工件尺寸捞奕。 該新型加工方案將鉆孔和倒角工序一步完成牺堰。其中,用于粗鉆的VersaMax雙鏜頭具有軸向多級標..
孔加工
機床
刀具
模具
閱讀全文
應用案例-螺旋槽式PCD鉸刀
轉(zhuǎn)載
孔加工
刀具
閱讀全文
應用案例-硬質(zhì)合金鉸刀加工銅鎳合金
轉(zhuǎn)載
孔加工
刀具
閱讀全文
首頁
上頁
1
2
3
4
5
山特維克可樂滿 官方網(wǎng)站
山特維克可樂滿 產(chǎn)品一覽
山特維克可樂滿 應用案例
肯納金屬 Kennametal 官方網(wǎng)站
肯納金屬 Kennametal 產(chǎn)品一覽
山高刀具 SECO 官方網(wǎng)站
山高刀具 SECO 產(chǎn)品一覽
山高刀具 SECO 應用案例
歐士機 OSG 官方網(wǎng)站
歐士機 OSG 產(chǎn)品一覽
歐士機 OSG 應用案例
株洲鉆石 官方網(wǎng)站
株洲鉆石 產(chǎn)品一覽
株洲鉆石 應用案例
雄克 SCHUNK 官方網(wǎng)站
雄克 SCHUNK 產(chǎn)品一覽
雄克 SCHUNK 應用案例
高耐大因 官方網(wǎng)站
高耐大因 產(chǎn)品一覽
廈門金鷺 官方網(wǎng)站
廈門金鷺 產(chǎn)品一覽
澳克泰 ACHTECK 官方網(wǎng)站
澳克泰 ACHTECK 產(chǎn)品一覽
力勁綠色環(huán)保颅围、高效注塑技術(shù)解決方案亮相NPE 2024美國國際塑料工業(yè)展
【新能源】2024年4月新能源乘用車廠商批發(fā)銷量快訊
宏觀數(shù)據(jù) | 2024年3月汽車零部件出口金額情況簡析
展會動態(tài) | 航天增材公司精彩亮相TCT增材制造展伟葫,全國產(chǎn)增材制造裝備發(fā)布引爆全場
生產(chǎn)制造 | 數(shù)控加工仿真—NCSIMUL去除毛刺仿真
質(zhì)量管理丨海克斯康 QMS 助力醫(yī)藥企業(yè)開啟數(shù)字化合規(guī)質(zhì)量之旅
設計仿真 | 基于涸捍伲克斯康工業(yè)軟件ODYSSEE 的機器學習方法在汽車約束系統(tǒng)魯棒性分析中的應用
設計仿真 | 使用宏命令實現(xiàn) Adams 動態(tài)注釋
喜訊酒旷!海克斯康 Simufact Additive 斬獲 TCT Asia 2024最佳軟件獎
院士領(lǐng)銜满傍,超5000人參會渡表!第十一屆航空發(fā)動機和燃氣輪機展覽會將于7月在成都開幕
助力出海 I 在墨西哥進行本地化娶讽,埃馬克墨西哥工廠正式落成
倒計時 | 2024上海國際潤滑油展6月開幕在即,展會精彩搶先看赐罪!
實力詮釋涉等!wire China 獲評“2023年度上海優(yōu)秀展覽會”
2023一起走過,2024與你相約 wire China!
同期活動重裝上陣:全球領(lǐng)袖齊聚详础,前沿對話透視各個行業(yè)前景及未來
新引擎程挑,嘉速度 | 嘉實多賦能新質(zhì)生產(chǎn)力,領(lǐng)航儲能冷卻新技術(shù)
手機總愛掃光普易?「3D玻璃」蓋板等精密零件的拋光處理
CREAFORM 形創(chuàng)展訊 | 5月臊耳,CREAFORM 形創(chuàng)與您相約長沙-重慶展會,誠邀現(xiàn)場體驗全新 MAX 系列畜股!
《哈斯期刊》第七期
宏觀數(shù)據(jù)|2024年3月我國汽車整車出口情況簡析
宏觀數(shù)據(jù)|2024年3月我國汽車整車進口情況簡析
宏觀數(shù)據(jù)|2024年3月汽車零部件進口金額情況簡析
Tube China 2023榮獲“2023年度上海優(yōu)秀展覽會”稱號绢贵!
Tube China|“鋸切”、“熱處理”兩大領(lǐng)域再升級坏瞄,打通上下游產(chǎn)業(yè)鏈,探索無限新商機甩卓!
科技聚新 智造未來
2024浙江嵊州(新昌)國際智能工業(yè)裝備展覽會
由“心”致新再出發(fā) | 2024 TCT亞洲展閃耀啟幕鸠匀!
易孚迪、韓德逾柿、哈利法克斯缀棍、應達…大咖云集9月盛會,引爆熱處理行業(yè)新風潮机错!
Tube China 2024觀眾預登記開啟爬范,專屬好禮搶先劇透!
立即注冊 | PolyWorks Conference Live 2024將在明天 10:00 準時開播弱匪!
奎克好富頓 航空航天難加工材料工藝流體解決方案青瀑,刀具壽命增加超12%,切削液使用量減少19%
Copyright © 1997-2024
mmsonline.com.cn
All rights reserved.
國際金屬加工網(wǎng)
版權(quán)所有
 鉆頭
孔加工
刀具
鉆頭
孔加工
刀具





















")
")
")
")
")
")
")
")
")