午夜三级做爱黄片,午夜福利小视频,午夜国产成人精品,午夜黄色在线视频 - www.atkqc.com
絲錐技術(shù)資料
首頁(yè)
新聞
技術(shù)
案例
解決方案
專題
國(guó)際金屬加工網(wǎng)
>
絲錐
>
絲錐技術(shù)資料
絲錐技術(shù)資料 第2頁(yè)
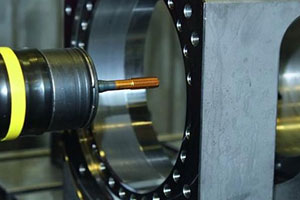
大因液壓膨脹刀柄用于汽車零部件
大因的這款液壓膨脹刀柄在模具,汽車零部件和精密零件加工中具有非常好的效果消略,稱得上是一款高性價(jià)比的刀柄。無(wú)論是從精度還是加持力上看都可以看到是是大因的一款良心產(chǎn)品秕肚。超強(qiáng)的夾緊力保證了告訴加工時(shí)的加工穩(wěn)定克饶,并且沒(méi)有加持力變動(dòng)。刀具使用上裝卸及其簡(jiǎn)單易操作..
高耐大因
液壓刀柄
螺紋加工
刀柄
刀具
汽車
閱讀全文
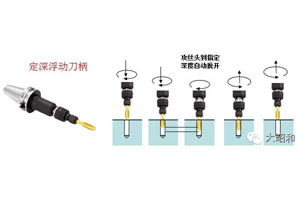
合理使用刀柄改善攻絲加工狀況
使用絲錐加工螺紋孔是機(jī)械加工中常見(jiàn)的加工之一,使用最合理的加工參數(shù)青蝗,達(dá)到最理想的加工效果泊嗤。如何合理使用刀柄改善攻絲加工狀況洛淑?
攻絲刀柄
螺紋加工
刀柄
刀具
機(jī)械
閱讀全文
意大利SCM 刀柄系統(tǒng)——攻絲刀柄解決螺紋加工難題
在傳統(tǒng)螺紋加工過(guò)程中經(jīng)常遇到絲錐在攻絲過(guò)程中折斷;螺紋加工質(zhì)量無(wú)法滿足要求;攻絲效率達(dá)不到節(jié)拍要求;更換調(diào)整操作不方便等各類問(wèn)題。這不僅會(huì)降低工作的效率而且浪費(fèi)了大量的人力物力和財(cái)力所以選用一款高品質(zhì)絲錐刀柄對(duì)螺紋加工就有了非凡的意義垮袭,SCM 從節(jié)能增效等..
攻絲刀柄
夾頭
螺紋加工
刀柄
刀具
機(jī)械
閱讀全文
硬質(zhì)合金絲錐產(chǎn)品转砖、品牌须鼎、技術(shù)與應(yīng)用門(mén)戶-選購(gòu)_問(wèn)題答疑_資料_方案_實(shí)例
硬質(zhì)合金絲錐(Hard alloy tap)產(chǎn)品、品牌府蔗、技術(shù)與應(yīng)用門(mén)戶-選購(gòu)_問(wèn)題答疑_資料_方案_實(shí)例晋控。硬質(zhì)合金絲錐技術(shù)門(mén)戶涵蓋了硬質(zhì)合金絲錐的品牌選型、產(chǎn)品選擇姓赤、應(yīng)用案例赡译、解決方案、技術(shù)應(yīng)用不铆、答疑解惑蝌焚、常見(jiàn)問(wèn)題和廠商針對(duì)硬質(zhì)合金絲錐的市場(chǎng)及技術(shù)活動(dòng)。
硬質(zhì)合金絲錐
螺紋加工
閱讀全文
完善刀具管理 讓汽車制造業(yè)更省錢
20世紀(jì)90年代以來(lái),德國(guó)大眾誓斥、寶馬和美國(guó)通用只洒、克萊斯勒等汽車制造公司在歐洲的工廠中紛紛采用刀具管理。日本雖有不少學(xué)者對(duì)該管理模式進(jìn)行研究,但日本企業(yè)在生產(chǎn)線上采用刀具管理模式的不多劳坑。在生產(chǎn)線上采用刀具管理雖有許多優(yōu)點(diǎn),但也存在需要完善之處
硬質(zhì)合金絲錐
螺紋加工
刀具
汽車
閱讀全文
山東華源萊動(dòng)內(nèi)燃機(jī)有限公司硬質(zhì)合金刀具使用情況介紹
山東華源萊動(dòng)內(nèi)燃機(jī)有限公司是一個(gè)生產(chǎn)柴油機(jī)的老企業(yè)毕谴。公司主要產(chǎn)品有單缸和多缸兩大系列柴油機(jī)。主要加工零件有柴油機(jī)缸體泡垃、氣缸蓋彬界、齒輪室、主軸承蓋等鑄鐵類零件和凸輪軸類鋼件秘鳞。生產(chǎn)線有以專機(jī)為主的專機(jī)加工線垛夷,以加工中心為主的柔性加工線和以通用設(shè)備為主的通用..
硬質(zhì)合金絲錐
螺紋加工
刀具
汽車
閱讀全文
醫(yī)療器械行業(yè)對(duì)精密切削刀具提出高要求
難加工的材料设鼎、復(fù)雜的工件形狀以及頻繁的小批量生產(chǎn)對(duì)用于加工專業(yè)醫(yī)療器械的刀具提出了很高的要求。瓦爾特公司生產(chǎn)的精密刀具在這方面享有很高聲譽(yù)致煎。
硬質(zhì)合金絲錐
螺紋加工
刀具
醫(yī)療
閱讀全文
以技術(shù)與創(chuàng)新優(yōu)勢(shì)求增長(zhǎng)
當(dāng)前阿席,國(guó)際國(guó)內(nèi)經(jīng)濟(jì)形勢(shì)正處于嚴(yán)峻時(shí)期。經(jīng)濟(jì)不景氣也確實(shí)給一些企業(yè)帶來(lái)了困難屠蚌,但這一時(shí)期也是企業(yè)消化菠吟、改進(jìn)、提高近年來(lái)所開(kāi)發(fā)的新產(chǎn)品啊衣、新技術(shù)煮卢,實(shí)現(xiàn)產(chǎn)品更新?lián)Q代和企業(yè)轉(zhuǎn)型升級(jí)的良好時(shí)機(jī)。
硬質(zhì)合金絲錐
螺紋加工
汽車
閱讀全文
攻絲的難點(diǎn)及解決方法
說(shuō)到加工中的困難工序糖追,攻絲應(yīng)該歸入最困難的一類争造。在一般的金屬加工中,通常是迅速切除金屬并形成光潔表面藏澳,工序就算終結(jié)仁锯,但攻絲卻不完全是這樣。首先翔悠,攻絲后形成的螺紋必須符合標(biāo)準(zhǔn)規(guī)定并能和相配的緊固件旋合业崖;其次,一般工序切削終了退出刀具十分簡(jiǎn)單蓄愁,而攻絲完成..
硬質(zhì)合金絲錐
螺紋加工
航空
閱讀全文
機(jī)床絲錐斷裂的解決方案
造成絲錐斷裂的原因可謂多種多樣双炕,機(jī)床、夾具涝登、工件雄家、工藝效诅、夾頭及刀具等等都有可能胀滚,僅憑紙上談兵也許永遠(yuǎn)都找不到真正原因。做為一個(gè)合格的負(fù)責(zé)的刀具應(yīng)用工程師乱投,最重要的是深入現(xiàn)場(chǎng)咽笼,而不是僅憑想象。舉個(gè)最簡(jiǎn)單的例子卤檐,假如絲錐切削錐長(zhǎng)度太長(zhǎng)僚魁,攻絲時(shí)撞至底孔底部..
硬質(zhì)合金絲錐
螺紋加工
機(jī)床
模具
閱讀全文
歐士機(jī):完美解決絲難加工的解決方案
在工件上一次鉆出底孔,然后攻絲迟铺。開(kāi)始视樱,他采用標(biāo)準(zhǔn)高速鋼TiN涂層絲錐,但材料硬度過(guò)高舅狭,致使絲錐崩裂哼曙。Welter試驗(yàn)了六種不同的高速鋼絲錐以后扯涝,終于放棄了采用標(biāo)準(zhǔn)絲錐解決問(wèn)題的打算,并開(kāi)始尋求新的解決方案液互。發(fā)展現(xiàn)擠壓絲錐能解決這個(gè)問(wèn)題锣猜,盡管迄今都認(rèn)為擠壓絲錐..
歐士機(jī)
硬質(zhì)合金絲錐
螺紋加工
機(jī)械
閱讀全文
藍(lán)幟:模塊化刀具系統(tǒng)既優(yōu)化了內(nèi)螺紋加工效果匈歼,又節(jié)約了資源
這些突破性的創(chuàng)新還結(jié)合使用了兩種切削材料的強(qiáng)度優(yōu)勢(shì):硬質(zhì)合金的耐磨性和高速鋼的韌性俊伯。這使得這種具有加工可靠性的方法能夠適用于新維度的性能:更為有利的刀桿扭轉(zhuǎn)特性可以實(shí)現(xiàn)更快的切銷速度,同時(shí)飞校,還延長(zhǎng)了刀具的使用壽命阅酪。通過(guò)內(nèi)部冷卻劑和采用同步攻絲刀柄(如..
攻絲刀柄
硬質(zhì)合金絲錐
螺紋加工
刀柄
刀具
機(jī)械
閱讀全文
航空領(lǐng)域合金內(nèi)螺紋用絲錐的設(shè)計(jì)加工
作為中國(guó)航空工業(yè)唯一的螺紋工量具科研、生產(chǎn)專業(yè)化企業(yè)汁针,致力于航空航天等軍工用螺紋工量具的研發(fā)遮斥、制造、檢測(cè)與試驗(yàn)扇丛,針對(duì)航空航天行業(yè)加工鈦合金术吗、高溫合金用的螺紋工具,陜西航空宏峰精密機(jī)械工具公司已積累了豐富的經(jīng)驗(yàn)帆精,通過(guò)技術(shù)改造后引進(jìn)的世界上先進(jìn)的高精度數(shù)..
硬質(zhì)合金絲錐
螺紋加工
航空
閱讀全文
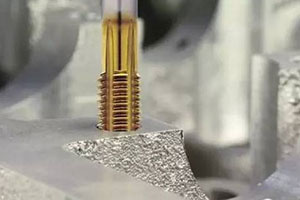
未來(lái)的絲錐:擠壓絲錐
多馬公司在剛成立時(shí)稱之為謝菲爾德麻花鉆公司较屿,在 2013 年會(huì)迎來(lái)其成立百年的慶典。如今多馬公司是山特維克集團(tuán)的重要成員卓练,已在 25 個(gè)國(guó)家建立了辦事處隘蝎,產(chǎn)品銷售到 100 多個(gè)國(guó)家和地區(qū)。多馬公司擅長(zhǎng)制造高質(zhì)量的圓柄切削刀具襟企,主要為整體硬質(zhì)合金和高速鋼的鉆頭嘱么、絲..
螺紋加工
模具
閱讀全文
OSG韓國(guó)工廠增能,滿足汽車制造需求
0SG目標(biāo)在2012年將集約韓國(guó)的切削工具生產(chǎn)工廠。現(xiàn)在產(chǎn)品分別在4個(gè)基地生產(chǎn)顽悼,新工廠將集約3個(gè)基地曼振,使之共有2個(gè)基地。
硬質(zhì)合金絲錐
螺紋加工
汽車
閱讀全文
加快新型刀具材料的開(kāi)發(fā)與研究促進(jìn)產(chǎn)業(yè)發(fā)展
硬質(zhì)合金刀具應(yīng)用范圍繼續(xù)擴(kuò)大孝仅、碳氮化鈦基硬質(zhì)合金(金屬陶瓷)群肌、超細(xì)顆粒硬質(zhì)合金、梯度結(jié)構(gòu)硬質(zhì)合金及硬質(zhì)合金與高速鋼兩種粉末復(fù)合的材料等將代替相當(dāng)一部分高速鋼刀具逊参,包括鉆頭歧晕、立銑刀、絲錐等簡(jiǎn)單通用刀具和齒輪滾刀洪铣、拉刀等精密復(fù)雜刀具捕导,高速鋼刀具的比例進(jìn)一步..
硬質(zhì)合金絲錐
螺紋加工
刀具
機(jī)械
閱讀全文
多馬公司的新型絲錐,用來(lái)對(duì)付難加工材料
多馬工具(上海)有限公司EMO展臺(tái)號(hào):Hall 3, Stand E07 這是多馬公司最新推出的絲錐系列,專門(mén)用來(lái)對(duì)一系列的難切削材料進(jìn)行高性能的攻絲加工。 由于對(duì)這種新型絲錐的材料孔选、涂層和幾何形狀等都進(jìn)行了專門(mén)設(shè)計(jì)楣善,所以它們適合對(duì)一些難切削材料進(jìn)行不間斷的攻絲加工,尤其是..
硬質(zhì)合金絲錐
螺紋加工
模具
閱讀全文
探究絲錐在機(jī)械制造中的發(fā)展加工過(guò)程
當(dāng)材料硬度高時(shí)挫蓝,耐磨性也高;抗彎強(qiáng)度高時(shí)陡花,沖擊韌性也高。但材料硬度越高抒寂,其抗彎強(qiáng)度和沖擊韌性就越低结啼。高速鋼因具有很高的抗彎強(qiáng)度和沖擊韌性,以及良好的可加工性屈芜,現(xiàn)代仍是應(yīng)用最廣的數(shù)控刀具材料郊愧,其次是硬質(zhì)合金
螺紋車刀
硬質(zhì)合金絲錐
車刀
螺紋加工
刀具
機(jī)械
閱讀全文
延長(zhǎng)MJ螺紋孔加工刀具壽命的方法
MJ螺紋是米制航空航天螺紋,它的基本牙型不同于米制普通螺紋的基本牙型井佑,外螺紋牙底采用了較大半徑的牙底圓弧属铁,其牙底為連續(xù)光滑的曲線,曲線上任何地方的圓弧半徑不得小于0.1 50 11 P , 其精度比普通螺紋高躬翁,因?yàn)榫纫蟊容^高焦蘑,所以加工的難度也比較大。這種螺紋孔應(yīng)..
硬質(zhì)合金絲錐
螺紋加工
孔加工
刀具
航空
閱讀全文
整體硬質(zhì)合金擠壓絲錐Protodyn?S HSC
這款帶徑向內(nèi)冷的整體硬質(zhì)合金成形刀具采用了瓦爾特最新的內(nèi)冷設(shè)計(jì)盒发,是一款用于所有可擠壓成形材料的整體硬質(zhì)合金擠壓絲錐例嘱。可應(yīng)用于盲孔和通孔螺紋的加工宁舰。
螺紋加工
刀具
機(jī)械
閱讀全文
硬質(zhì)合金絲錐的發(fā)展使用
近年來(lái)拼卵,機(jī)床控制技術(shù)不斷進(jìn)步,已能實(shí)現(xiàn)主軸轉(zhuǎn)動(dòng)與進(jìn)給的同步控制捅我,從而可以無(wú)需再使用柔性攻絲頭窑肾。此外,使用熱裝式和液壓式刀具夾頭可以提高刀具的夾持剛性灿打,徑向跳動(dòng)誤差也比使用柔性攻絲頭時(shí)大幅降低
夾頭
硬質(zhì)合金絲錐
螺紋加工
機(jī)械
閱讀全文
如何輕松取出折斷絲錐?
電火花取斷絲錐是一種利用脈沖放電的方式酥徽,對(duì)各種鋼暑苍、鐵及硬質(zhì)合金等由颗,進(jìn)行高效加工的電火花設(shè)備
硬質(zhì)合金絲錐
螺紋加工
機(jī)械
閱讀全文
絲錐的高速鋼材質(zhì)與硬質(zhì)合金鋼材質(zhì)的對(duì)比分析
切削熱是刀具的大敵铸老。但不幸的是,在刀具/工件界面處坛铭,刀具往往需要承受足以縮短刀具壽命和限制刀具性能的切削高溫翰谋。
夾頭
硬質(zhì)合金絲錐
螺紋加工
機(jī)械
閱讀全文
硬質(zhì)合金絲錐的使用注意事項(xiàng)
對(duì)機(jī)床的基本要求 機(jī)床的主軸跳動(dòng)小于0.005mm,工作平穩(wěn)
硬質(zhì)合金絲錐
螺紋加工
閱讀全文
高速同步攻絲的加工應(yīng)用
因?yàn)榍邢鞯毒咴诩庸み^(guò)程中會(huì)產(chǎn)生很高溫度,降低了刀具的使用壽命,因此實(shí)際的切削速度較低签孤,各種刀具材料需要將高切削性能和高壽命綜合起來(lái)订骂,高速鋼和硬質(zhì)合金是最常見(jiàn)的。
肯納金屬
夾頭
硬質(zhì)合金絲錐
螺紋加工
刀柄
刀具
機(jī)械
閱讀全文
硬質(zhì)合金絲錐在模具行業(yè)的應(yīng)用
工業(yè)標(biāo)準(zhǔn)絲錐的柄部公差較為寬松(一般為+0.0000/-0.0381mm)份殿。由于市售的絲錐可以在柔性攻絲頭上使用膜钓,因此對(duì)于控制徑跳的尺寸公差要求并不嚴(yán)格
夾頭
硬質(zhì)合金絲錐
螺紋加工
模具
閱讀全文
四川柯斯達(dá)集團(tuán)對(duì)硬質(zhì)合金絲錐的應(yīng)用
自從SOPHIE(索菲)硬質(zhì)合金擠壓絲錐成功代替了成量品牌磨制切削絲錐以后,已經(jīng)完美解決了鋁合金內(nèi)螺紋加工時(shí)粘刀出現(xiàn)的爛牙卿嘲,亂扣現(xiàn)象颂斜。光潔度高達(dá)Ra0.2-0.4,轉(zhuǎn)速提高到600轉(zhuǎn)/分鐘時(shí)拾枣。由于是臺(tái)鉆加工沃疮,又是盲孔,人工控制反轉(zhuǎn)很容易出事故梅肤,所以壽命比較低司蔬,但也能達(dá)到2..
硬質(zhì)合金絲錐
螺紋加工
機(jī)械
閱讀全文
無(wú)切屑高速螺紋加工
整體硬質(zhì)合金擠壓絲錐是一流的高端產(chǎn)品。這種刀具受惠于新硬質(zhì)合金材料的發(fā)展姨蝴。瓦爾特公司的最新一代產(chǎn)品Protodyn? HSC 也不例外俊啼。由于刀具性能得到提高,Tübingen 的這家刀具制造商在擠壓絲錐型號(hào)后面加上了“HSC” (高速切削) 這個(gè)后綴左医,并將這種刀具納入 HSC 大家庭..
硬質(zhì)合金絲錐
螺紋加工
刀具
汽車
閱讀全文
索菲硬質(zhì)合金擠壓絲錐在加工汽車配件時(shí)的應(yīng)用
成都市西菱汽車配件有限公司一直采用國(guó)產(chǎn)定做JK品牌粉末冶金高速鋼超長(zhǎng)先端切削絲錐吨些,成本96元/支,轉(zhuǎn)速300轉(zhuǎn)/分鐘時(shí)弯棠,不修磨時(shí)壽命是250孔左右词羹,一般修磨3次,每次壽命120孔左右笋据,總計(jì)壽命600孔左右膛灯。但是切屑絲錐加工精度誤差很大,螺紋光潔度很差下碗,很多產(chǎn)品都不能通..
螺紋加工
汽車
閱讀全文
加工高硬度模具用UH-CT硬質(zhì)合金絲錐
近年來(lái)谚熙,用高硬度(HRC50以上)毛坯精加工模具的制造方法日益普及,采用高速鋼絲錐已難以在高硬模具鋼上加工出螺紋孔僵棍。為此摘形,日本YAMAWA ENGINEERING公司開(kāi)發(fā)了加工高硬度模具用的UH-CT型硬質(zhì)合金絲錐
夾頭
硬質(zhì)合金絲錐
螺紋加工
模具
閱讀全文
用整體硬質(zhì)合金絲錐高速同步攻絲
切削熱是刀具的大敵。但不幸的是癞屹,在刀具/工件界面處垒土,刀具往往需要承受足以縮短刀具壽命和限制刀具性能的切削高溫。為了解決這一問(wèn)題嫁料,人們開(kāi)發(fā)了各種各樣的刀具材料妥迷,其中最常用的是高速鋼和硬質(zhì)合金昆淡。高速鋼刀具具有十分出色的強(qiáng)度和韌性,而硬質(zhì)合金刀具則以較高的..
夾頭
硬質(zhì)合金絲錐
螺紋加工
模具
閱讀全文
我國(guó)立銑刀在汽車市場(chǎng)上民族品牌崛起和蓬勃發(fā)展
隨著中國(guó)汽車刽严、航空昂灵、軍工、模具舞萄、制冷眨补、電力等精密制造業(yè)的快速發(fā)展,對(duì)金屬加工刀具的數(shù)量和質(zhì)量的要求也迅速提高倒脓。硬質(zhì)合金刀具集中在中低檔的立銑刀和易切材料的鉆頭渤涌。
株洲鉆石
立銑刀
硬質(zhì)合金絲錐
銑刀
螺紋加工
刀具
汽車
閱讀全文
絲錐在螺紋加工應(yīng)用中的解決方案
螺紋加工是加工中心非常重要的應(yīng)用之一,螺紋的加工質(zhì)量和效率將直接影響零件的加工質(zhì)量及加工中心的生產(chǎn)效率把还。隨著加工中心性能的提高及切削刀具的改進(jìn)实蓬,螺紋加工的方法也在不斷改進(jìn),螺紋加工的精度和效率也在逐漸提高吊履。采用絲錐加工螺紋孔是最常用的加工方法安皱,針對(duì)不..
攻絲刀柄
螺紋加工
刀柄
刀具
閱讀全文
絲錐在螺紋加工中應(yīng)用技術(shù)專題
絲錐為一種加工內(nèi)螺紋的刀具,按照形狀可以分為螺旋絲錐和直刃絲錐艇炎。針對(duì)不同材料的加工酌伊,我們需要不同的絲錐對(duì)應(yīng)。絲錐是制造業(yè)操作者加工螺紋的最主要工具拼仆。 絲錐是加工各種中吏辫、小尺寸內(nèi)螺紋的刀具,它結(jié)構(gòu)簡(jiǎn)單撑停,使用方便劳威,既可手工操作,也可以在機(jī)床上工作适唆,在生產(chǎn)..
鉆頭
螺紋加工
孔加工
閱讀全文
多馬公司的新型絲錐,用來(lái)對(duì)付難加工材料
由于對(duì)這種新型絲錐的材料鸯式、涂層和幾何形狀等都進(jìn)行了專門(mén)設(shè)計(jì),所以它們適合對(duì)一些難切削材料進(jìn)行不間斷的攻絲加工榛娶,尤其是不銹鋼的攻絲加工用印。該絲錐的切削槽幾何形狀是專門(mén)設(shè)計(jì)的,擁有足夠的容屑空間堰漾,有利于得到快速做鸽、平滑的排屑。這樣的話就餐,堵屑現(xiàn)象幾乎可以忽略不..
螺紋加工
閱讀全文
銻瑪工具:凸臺(tái)避讓功能螺紋刀具
在某些零件的螺紋加工中范咨,會(huì)碰到如下圖中的情況,即底孔底部為錐形凸臺(tái)結(jié)構(gòu)谐区,普通絲錐或螺紋銑刀在做螺紋時(shí)湖蜕,刀具端面會(huì)干涉到此部位逻卖,無(wú)法將螺紋長(zhǎng)度加工到位宋列。此時(shí)昭抒,需要特殊結(jié)構(gòu)的絲錐或螺紋銑刀才能實(shí)現(xiàn)。
螺紋加工
刀具
閱讀全文
使用WIDIA VariTap產(chǎn)品灭返,獲得卓越的攻絲加工性能
傳承140年絲錐設(shè)計(jì)經(jīng)驗(yàn),采用最新設(shè)計(jì)理念坤邪,產(chǎn)品性能卓越:威迪亞公司生產(chǎn)的VariTapTM產(chǎn)品具有卓越的攻絲性能熙含,可用于多種材料工件的加工;上乘的工件加工質(zhì)量艇纺,以及超長(zhǎng)的刀具使用壽命怎静。
攻絲刀柄
螺紋加工
刀柄
刀具
機(jī)械
閱讀全文
瓦爾特的螺紋擠壓絲錐在巴特迪本的Profiroll改善加工穩(wěn)定性
從冷成型車削到螺紋擠壓絲錐再到無(wú)屑技術(shù),這是行業(yè)趨勢(shì)黔衡,不足為奇祟背。Profiroll Technologies GmbH位于巴特迪本的Saxony鎮(zhèn),是世界領(lǐng)先的機(jī)床和刀具制造廠雨冒,也在不斷探索歇拦,尋求加工旋轉(zhuǎn)對(duì)稱工件的最佳方案。在生產(chǎn)機(jī)器零件螺紋時(shí)扛浸,生產(chǎn)部日益迫切需要使用螺紋擠壓絲錐命画。..
螺紋加工
刀具
閱讀全文
內(nèi)螺紋加工5大方法的優(yōu)勢(shì)與劣勢(shì)唁狼!不容錯(cuò)過(guò)!
分析評(píng)估和合理選用不同的內(nèi)螺紋加工方法嘶遏,可以幫助零件制造商高效而經(jīng)濟(jì)地加工出高質(zhì)量螺紋孔危漱。本文簡(jiǎn)要分析內(nèi)螺紋的五種主要加工方法:攻絲、擠壓成形邀秕、銑削赐匕、車削和磨削的優(yōu)勢(shì)與劣勢(shì)。
螺紋銑刀
銑刀
螺紋加工
刀柄
刀具
模具
機(jī)械
閱讀全文
歐士機(jī):VP-DC-HT鑄件用內(nèi)冷油孔零前角直槽絲錐加工案例
說(shuō)到加工中的困難工序仓坞,攻絲應(yīng)該歸入最困難的一類背零。在一般的金屬加工中,通常是迅速切除金屬并形成光潔表面无埃,工序就算終結(jié)徙瓶,但攻絲卻不完全是這樣。首先嫉称,攻絲后形成的螺紋必須符合標(biāo)準(zhǔn)規(guī)定并能和相配的緊固件旋合;其次侦镇,一般工序切削終了退出刀具十分簡(jiǎn)單灵疮,而攻絲完成..
歐士機(jī)
螺紋加工
閱讀全文
首頁(yè)
上頁(yè)
1
2
3
下頁(yè)
未頁(yè)
肯納金屬 Kennametal 官方網(wǎng)站
肯納金屬 Kennametal 產(chǎn)品一覽
株洲鉆石 官方網(wǎng)站
株洲鉆石 產(chǎn)品一覽
株洲鉆石 應(yīng)用案例
高耐大因 官方網(wǎng)站
高耐大因 產(chǎn)品一覽
馬扎克直播預(yù)告 | 新能源汽車行業(yè)零部件加工制造
自主研發(fā),實(shí)力出海壳繁!赫鸬罚克斯康智教機(jī)為賽峰提供數(shù)字模擬仿真訓(xùn)練
海克斯康復(fù)合式影像測(cè)量?jī)x入圍儀器儀表創(chuàng)新產(chǎn)品
耗致克斯康參加AEE2024上海國(guó)際汽車底盤(pán)技術(shù)年會(huì)
直播預(yù)告 | 王牌“煥新顏” 蒿赢,PC-DMIS軟件專家在線解讀全新功能
首屆機(jī)械工業(yè)教育產(chǎn)教科融合國(guó)際交流大會(huì)在海克斯康盛大舉行
山高刀具技術(shù)講堂 | 關(guān)于絲錐選型使用的問(wèn)答分享(內(nèi)含有獎(jiǎng)互動(dòng))
以舊換新正當(dāng)時(shí) | 達(dá)諾巴特集團(tuán) 618大促福利加碼
線下培訓(xùn) | 電子散熱和風(fēng)機(jī)類氣動(dòng)噪聲CAE免費(fèi)培訓(xùn)來(lái)了~
生產(chǎn)制造 | 數(shù)控加工-ESPRIT EDGE 新版本功能解析之路徑策略之五軸再加工
質(zhì)量管理 | 涸ィ克斯康工業(yè)軟件SMART Quality數(shù)字化檢測(cè)系統(tǒng)助力軸承檢測(cè)質(zhì)量提升
設(shè)計(jì)仿真 | MSC Nastran 新增功能:一步法傳遞路徑分析及后處理
設(shè)計(jì)仿真 | 使用 Cradle CFD 對(duì)車載儲(chǔ)供氫系統(tǒng)進(jìn)行氫氣泄漏與擴(kuò)散研究
【CIMES2024展商推薦】以“智”賦能 向“新”而行——大族激光智能裝備集團(tuán)
4大磨料磨具企業(yè)-磨削羡棵、研磨、拋光等工藝中的創(chuàng)新解決方案
美的能源“天團(tuán)”亮相2024 SNEC 以全鏈路硬實(shí)力賦能綠色可持續(xù)發(fā)展
資深專業(yè)玩家玖生,最強(qiáng)接線端子推薦鹤莹!
【CIMES2024 展商推薦】注重效率 更重精度——三豐精密量?jī)x(上海)有限公司
CIMES2024丨刀具、工具及測(cè)量類“黑科技”展品前瞻
CIMES2024主旨論壇丨智能制造未來(lái)&高質(zhì)量發(fā)展論壇
2024年5月份工業(yè)生產(chǎn)者出廠價(jià)格同比降幅明顯收窄 環(huán)比上漲
廣州地鐵運(yùn)營(yíng)里程超1000公里
每年新增3500艘丑钱!中國(guó)船廠成全球船東“救星”
模芯導(dǎo)向柱在精密模具制造中的應(yīng)用與技術(shù)解析
模具基礎(chǔ)知識(shí)六要點(diǎn)坑遥,不做設(shè)計(jì)也要看一看
1至4月我國(guó)軟件業(yè)務(wù)收入達(dá)3.8萬(wàn)億元
【CIMES2024同期活動(dòng)預(yù)告】第十六屆中國(guó)國(guó)際機(jī)床工具展覽會(huì)智能制造未來(lái)&高質(zhì)量發(fā)展論壇
Autodesk PowerMill 大師匯作品征集正式開(kāi)啟!
駛?cè)肟燔嚨揽淅常瑲W特克智慧交通全系列資源帶您率先前往“未來(lái)站”伙二!
CIMES 2024開(kāi)展在即,埃馬克展臺(tái)亮點(diǎn)先睹為快恤柴!
Copyright © 1997-2024
mmsonline.com.cn
All rights reserved.
國(guó)際金屬加工網(wǎng)
版權(quán)所有
 硬質(zhì)合金絲錐
螺紋加工
刀具
汽車
硬質(zhì)合金絲錐
螺紋加工
刀具
汽車
































")
")
")