午夜三级做爱黄片,午夜福利小视频,午夜国产成人精品,午夜黄色在线视频 - www.atkqc.com
絲錐技術(shù)資料
首頁(yè)
新聞
技術(shù)
案例
解決方案
專題
國(guó)際金屬加工網(wǎng)
>
絲錐
>
絲錐技術(shù)資料
絲錐技術(shù)資料 第3頁(yè)
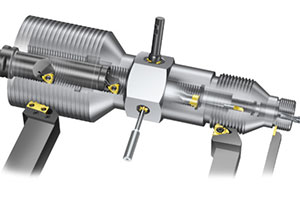
藍(lán)幟:模塊化刀具系統(tǒng)既優(yōu)化了內(nèi)螺紋加工效果誊册,又節(jié)約了資源
模塊化刀具系統(tǒng)在銑削慎间、車削和鉆削加工領(lǐng)域一直都是最先進(jìn)的工具。其經(jīng)驗(yàn)證的優(yōu)勢(shì)主要包括:可對(duì)不同的刀具組件進(jìn)行快速庵无、靈活的配置,從而制造出必要精密的刀具,減少了刀具庫(kù)存和設(shè)備的二次加工時(shí)間。
攻絲刀柄
螺紋加工
刀柄
刀具
模具
閱讀全文
山高刀具2015產(chǎn)品發(fā)布專題
山高刀具2015秋季新品發(fā)布了包括Combimaster构拳、Jabro-Solid2、Minimaster Plus 新小魔王祥喳、Steadyline刀頭耀奠、Threadmaster絲錐和Precimaster Plus。山高還推出了三種TP材質(zhì)等級(jí)(TP2501貌硬、TP1501 和TP0501)用堤,首次采用了山高新一代Duratomic金剛甲鍍層技術(shù),可滿足該應(yīng)用領(lǐng)..
山高刀具
鉸銷
車床
銑床
車刀
銑刀
螺紋加工
孔加工
刀具
閱讀全文
如何解決搖臂鉆床使用中絲錐斷裂問(wèn)題萌烁?
搖臂鉆床在使用過(guò)程中,絲錐的折斷往往是在受力很大的情形下倏忽發(fā)生的逸茅,致使斷在螺孔中的半截絲錐的切削刃绎儡,緊緊地楔在金屬內(nèi),一般很難使絲錐的切削刃與金屬脫離详不,為了使絲錐能夠在螺孔中松動(dòng)蚯氯,可以用振動(dòng)法。振動(dòng)時(shí)用一個(gè)尖鑿子妖救,抵在絲錐的容屑槽內(nèi)橄浓,用手錘按螺紋的..
鉆床
螺紋加工
機(jī)械
閱讀全文
銻瑪工具:凸臺(tái)避讓功能螺紋刀具
在某些零件的螺紋加工中,會(huì)碰到如下圖中的情況收擦,即底孔底部為錐形凸臺(tái)結(jié)構(gòu)贮配,普通絲錐或螺紋銑刀在做螺紋時(shí),刀具端面會(huì)干涉到此部位塞赂,無(wú)法將螺紋長(zhǎng)度加工到位。此時(shí)昼蛀,需要特殊結(jié)構(gòu)的絲錐或螺紋銑刀才能實(shí)現(xiàn)宴猾。
螺紋銑刀
銑刀
螺紋加工
刀具
機(jī)械
閱讀全文
歐士機(jī)A-BRAND 絲錐叼旋、鉆頭技術(shù)應(yīng)用及案例專題
歐士機(jī)新產(chǎn)品A絲錐具有仇哆,粉末高速鋼刀體、不等導(dǎo)程溝槽夫植、V涂層重視鋒利性的刀尖式樣等特點(diǎn),被稱為全能絲錐讹剔,A絲錐還可以應(yīng)對(duì)軟鋼、中高碳素鋼详民、合金鋼延欠、不銹鋼、鋁延伸材等各式各樣的加工材料.WDO-SUS是一款加工不銹鋼和鈦合金的專用鉆頭,它能在高進(jìn)給的加工情況下禽虹,依..
歐士機(jī)
夾頭
鉆頭
螺紋加工
孔加工
刀具
閱讀全文
基于UG螺旋槽絲錐溝槽銑刀的設(shè)計(jì)
絲錐螺旋槽成形銑刀傳統(tǒng)設(shè)計(jì)方法是作圖法和解析法素司。作圖法比較直觀,但絲錐螺旋角較大時(shí)赌置,在二維平面上尋求三維共軛點(diǎn)是相當(dāng)困難的押逾,費(fèi)時(shí)且誤差大。解析法雖然精確但求解接觸點(diǎn)運(yùn)算復(fù)雜蓝捌。應(yīng)用UG NX7.5中的建模方法眶洗,能夠準(zhǔn)確做出成形銑刀回轉(zhuǎn)面與絲錐螺旋槽的接觸線,完..
槽銑刀
銑床
銑刀
螺紋加工
刀具
測(cè)量
閱讀全文
森泰英格新戰(zhàn)略密碼—做好企業(yè)基本面與運(yùn)用現(xiàn)代營(yíng)銷方法做市場(chǎng)
數(shù)控加工的高速發(fā)展為全球迎來(lái)了工業(yè)大時(shí)代饵朱,它不僅促進(jìn)了機(jī)床產(chǎn)業(yè)的技術(shù)創(chuàng)新径泉,更對(duì)刀具行業(yè)提出了更高要求。國(guó)外品牌依靠先進(jìn)的技術(shù)板刑、多年積累的市場(chǎng)占有率及品牌效應(yīng)缰兄,長(zhǎng)期壟斷國(guó)內(nèi)高端數(shù)控刀具市場(chǎng)。國(guó)內(nèi)數(shù)控刀具企業(yè)由于技術(shù)落后和創(chuàng)新不夠邑键,無(wú)奈只能在中低端市場(chǎng)依..
攻絲刀柄
螺紋加工
刀柄
刀具
閱讀全文
歐士機(jī):完美解決絲難加工的解決方案
)在攻絲開(kāi)始時(shí)上煤,要盡量把絲錐放正,然后對(duì)絲錐加壓力并轉(zhuǎn)動(dòng)絞手著淆,當(dāng)切入1-2圈時(shí)劫狠,仔細(xì)檢查和校正絲錐的位置。一般切入3-4圈螺紋時(shí)永部,絲錐位置應(yīng)正確無(wú)誤独泞。以后,只須轉(zhuǎn)動(dòng)絞手苔埋,而不應(yīng)再對(duì)絲錐加壓力懦砂,否則螺紋牙形將被損壞。
歐士機(jī)
螺紋加工
刀具
閱讀全文
歐士機(jī)-A絲錐系列加工案例
切削條件 加工孔數(shù) 工具磨損情況 切削條件 加工孔數(shù) 工具磨損情況 切削條件 加工孔數(shù) 切削條件 加工孔數(shù) 切削條件 加工孔數(shù) 切削條件 加工孔數(shù) 工具磨損情況 轉(zhuǎn)載 歐士機(jī) A絲錐 刀具 ,_NOAD_
歐士機(jī)
螺紋加工
刀具
閱讀全文
歐士機(jī):為客戶提供全面、完善玉工、優(yōu)質(zhì)的解決方案
2013年羽资,盡管中國(guó)整體經(jīng)濟(jì)發(fā)展形式并不盡如人意,但OSG在中國(guó)市場(chǎng)通過(guò)不斷地?cái)U(kuò)充產(chǎn)品線遵班,為客戶提供全面魏蜒、完善、優(yōu)質(zhì)的解決方案有蒲,提升了OSG的品牌影響力发凹;通過(guò)系統(tǒng)的人才培養(yǎng)盘嘉,為公司發(fā)展和管理提供了有力保障;通過(guò)與代理商和終端用戶的互動(dòng)合作溜帐,得到中國(guó)客戶的一致肯..
歐士機(jī)
鉆頭
螺紋加工
孔加工
刀具
閱讀全文
歐士機(jī):A-TAP絲錐加工案例
隨著ALL-MIGHT全能絲錐的隆重登場(chǎng)将盾,今后無(wú)論是軟鋼、不銹鋼勃核、碳素鋼再僧、合金鋼以及鋁合金等近乎絕大部分的加工材料;或是攻絲機(jī)俩孽、通用機(jī)猬听、加工中心,全球現(xiàn)有的加工機(jī)械患达;又或是從5~80m/min這樣超大跨度的加工條件记令。只用一根OSG的A絲錐皆能游刃有余地對(duì)應(yīng)。
歐士機(jī)
螺紋加工
刀具
閱讀全文
歐士機(jī):XPF擠壓絲錐加工案例
歐士機(jī)絲錐應(yīng)用廣泛习劫。
歐士機(jī)
螺紋加工
刀具
閱讀全文
歐士機(jī):A-TAP絲錐加工案例
//www.atkqc.com/resupload/1386565369419_1.pdf
轉(zhuǎn)載 歐士機(jī) OSG 絲錐 A系列絲錐
歐士機(jī)
螺紋加工
閱讀全文
鈷領(lǐng)最新:浮動(dòng)攻絲液壓刀柄
鈷領(lǐng)(常州)刀具有限公司最新的鈷領(lǐng)柔性浮動(dòng)攻絲液壓刀柄咆瘟,目前獲得了客戶很高的認(rèn)可。鈷領(lǐng)柔性浮動(dòng)攻絲液壓刀柄可以有效地保護(hù)絲錐诽里。鈷領(lǐng)刀柄是第一家也是唯一一家完美地結(jié)合了金屬?gòu)椈稍谳S向/徑向上實(shí)現(xiàn)長(zhǎng)度補(bǔ)償和帶有可換變徑套的液壓夾持系統(tǒng)袒餐。
攻絲刀柄
夾持
液壓刀柄
螺紋加工
刀柄
刀具
模具
閱讀全文
使用WIDIA VariTap產(chǎn)品谤狡,獲得卓越的攻絲加工性能
威迪亞公司生產(chǎn)的VariTapTM產(chǎn)品具有卓越的攻絲性能灸眼,可用于多種材料工件的加工;上乘的工件加工質(zhì)量墓懂,以及超長(zhǎng)的 刀具 使用壽命焰宣。 傳承140年絲錐設(shè)計(jì)經(jīng)驗(yàn),采用最新設(shè)計(jì)理念捕仔,產(chǎn)品性能卓越匕积。機(jī)械產(chǎn)品制造商,特別是加工車間逻澳,正面臨著來(lái)自客戶不斷要求提高加工質(zhì)量的壓..
攻絲刀柄
銑床
螺紋加工
刀柄
刀具
閱讀全文
德國(guó)雄克TENDO E-兼顧精度和強(qiáng)度的液壓刀柄
刀柄作為機(jī)械加工中的重要工具闸天,是連接刀具和主軸的橋梁,其精度士敬、剛性、動(dòng)平衡雾逢、夾持扭矩等因素都對(duì)零件的加工產(chǎn)生重要影響彻芒。德國(guó)雄克公司具有數(shù)十年開(kāi)發(fā)設(shè)計(jì)和生產(chǎn)制造高精度液壓膨脹式工件和刀具夾緊系統(tǒng)的經(jīng)驗(yàn)。1983年推出以TENDO命名的標(biāo)準(zhǔn)系列液壓刀柄赂阻,在國(guó)際市..
雄克
鉸銷
液壓刀柄
銑床
鉆床
螺紋加工
孔加工
刀柄
刀具
機(jī)械
閱讀全文
絲錐攻絲中常見(jiàn)問(wèn)題解決方案
絲錐攻絲中常見(jiàn)問(wèn)題解決方案讓我們一同來(lái)分析尘晓。
螺紋加工
機(jī)床
閱讀全文
攻絲的困難和解決方法
說(shuō)到加工中的困難工序换橱,攻絲應(yīng)該歸入最困難的一類。在一般的金屬加工中验阱,通常是迅速切除金屬并形成光潔表面舔躏,工序就算終結(jié),但攻絲卻不完全是這樣降蹋。首先防擎,攻絲后形成的螺紋必須符合標(biāo)準(zhǔn)規(guī)定并能和相配的緊固件旋合;其次睹沐,一般工序切削終了退出刀具十分簡(jiǎn)單助店,而攻絲..
硬質(zhì)合金絲錐
螺紋加工
模具
閱讀全文
高速同步攻絲的加工應(yīng)用
導(dǎo)語(yǔ) 因?yàn)榍邢鞯毒咴诩庸み^(guò)程中會(huì)產(chǎn)生很高溫度,降低了刀具的使用壽命佛吓,因此實(shí)際的切削速度較低宵晚,各種刀具材料需要將高切削性能和高壽命綜合起來(lái),高速鋼和硬質(zhì)合金是最常見(jiàn)的维雇。 高速鋼具有非常好的強(qiáng)度和韌性淤刃,但是其耐高溫性能一般。鎢基硬質(zhì)合金通常比高速鋼受歡迎吱型,..
夾頭
車床
銑床
車刀
螺紋加工
刀柄
刀具
閱讀全文
索菲硬質(zhì)合金擠壓絲錐在加工汽車配件時(shí)的應(yīng)用
成都市西菱汽車配件有限公司一直采用國(guó)產(chǎn)定做JK品牌粉末冶金高速鋼超長(zhǎng)先端切削絲錐逸贾,成本96元/支,轉(zhuǎn)速300轉(zhuǎn)/分鐘時(shí)唁影,不修磨時(shí)壽命是250孔左右耕陷,一般修磨3次,每次壽命120孔左右据沈,總計(jì)壽命600孔左右哟沫。但是切屑絲錐加工精度誤差很大,螺紋光潔度很差锌介,很多產(chǎn)品都不能..
螺紋加工
汽車
閱讀全文
用整體硬質(zhì)合金絲錐高速同步攻絲
硬質(zhì)合金絲錐的成功應(yīng)用取決于刀具的夾持剛度和進(jìn)給的控制精度嗜诀。對(duì)于大多數(shù)加工方式來(lái)說(shuō),這些加工條件是理所當(dāng)然的症旭。但是對(duì)于攻絲來(lái)說(shuō)瀑捣,這些條件才剛剛變?yōu)楝F(xiàn)實(shí)。
夾頭
硬質(zhì)合金絲錐
螺紋加工
刀具
模具
閱讀全文
亮點(diǎn)薈萃驼值,屢破紀(jì)錄——瓦爾特EMO展示獨(dú)一無(wú)二的創(chuàng)新產(chǎn)品
刀具在金屬加工領(lǐng)域里無(wú)處不在。9 月 19 日螺坟,當(dāng)漢諾威歐洲國(guó)際機(jī)床展覽會(huì) (EMO) 盛大開(kāi)幕時(shí)顷沉,瓦爾特位于第 3 展廳內(nèi)的 G24 展位也非常值得一看。原因在于這家來(lái)自 Tübingen 的刀具專家將奉上讓眾多客戶大獲裨益的全球最新產(chǎn)品
硬質(zhì)合金絲錐
螺紋加工
刀具
閱讀全文
我國(guó)的刀具翻新與機(jī)床再制造
肯納金屬公司的刀具翻新服務(wù)可將用過(guò)的廢舊刀具修復(fù)到“幾乎全新”的狀態(tài)缸秀,可實(shí)現(xiàn)更好的加工性能和更快的周轉(zhuǎn)時(shí)間钢囚。刀具的翻新包括三個(gè)簡(jiǎn)單步驟:對(duì)廢舊刀具進(jìn)行評(píng)估役默、重磨、分析與處理鸟氨≡├危可以翻新的刀具品種包括整體硬質(zhì)合金鉆頭、整體硬質(zhì)合金立銑刀集炭、整體硬質(zhì)合金..
硬質(zhì)合金絲錐
螺紋加工
機(jī)床
刀具
閱讀全文
絲錐和螺紋車刀的連續(xù)加工方案
JUNKER TOOLTEC提供深思熟慮的丙者、用于高質(zhì)量精密刀具的,從毛坯到成品絲錐或成品螺紋車刀生產(chǎn)的解決方案慢哈,這種連貫的生產(chǎn)線在世界上也是獨(dú)一無(wú)二的蔓钟。 毛坯 倒角、外形輪廓磨削卵贱,切斷 高效率的系統(tǒng) 完美協(xié)調(diào)的加工階段是切削工具批量生產(chǎn)中實(shí)現(xiàn)最高經(jīng)濟(jì)性的前提滥沫。這樣的TO..
勇克
螺紋車刀
車刀
螺紋加工
機(jī)床
刀具
閱讀全文
MJ螺紋孔加工刀具兩種改進(jìn)方案分析
從2008 年1 月份以來(lái), M J 螺紋孔出現(xiàn)輕微掉牙和表面粗糙度值高键俱, 并且加工后的螺紋出現(xiàn)通規(guī)無(wú)法通過(guò)的情況兰绣, 刀具磨損加快, 平均加工15 ~30 件就需要換刀编振。針對(duì)現(xiàn)場(chǎng)情況缀辩, 最后從絲錐的設(shè)計(jì)方面提出如下兩種改進(jìn)方案。 (1) 方案1 對(duì)已經(jīng)磨損過(guò)的絲錐踪央, 重新修磨后..
螺紋加工
孔加工
刀具
閱讀全文
埃莫克法蘭肯:為您提供專業(yè)的螺紋加工解決方案
訪埃莫克法蘭肯中國(guó)區(qū)總經(jīng)理徐夏 德國(guó)埃莫克法蘭肯(EMUGE-FRANKEN)是一家有著近百年歷史并在螺紋加工臀玄、銑削加工、精密夾固以及精密量具領(lǐng)域提供尖端技術(shù)的集團(tuán)公司畅蹂。 公司總部及生產(chǎn)基地位于德國(guó)紐倫堡市附近的勞夫市和呂克斯多夫鎮(zhèn)盹躬。生產(chǎn)的工具系列包含大約十一萬(wàn)種..
螺紋銑刀
銑刀
螺紋加工
刀柄
刀具
閱讀全文
首頁(yè)
上頁(yè)
1
2
3
肯納金屬 Kennametal 官方網(wǎng)站
肯納金屬 Kennametal 產(chǎn)品一覽
株洲鉆石 官方網(wǎng)站
株洲鉆石 產(chǎn)品一覽
株洲鉆石 應(yīng)用案例
高耐大因 官方網(wǎng)站
高耐大因 產(chǎn)品一覽
馬扎克直播預(yù)告 | 新能源汽車行業(yè)零部件加工制造
自主研發(fā),實(shí)力出海血沦!嚎殖蹋克斯康智教機(jī)為賽峰提供數(shù)字模擬仿真訓(xùn)練
海克斯康復(fù)合式影像測(cè)量?jī)x入圍儀器儀表創(chuàng)新產(chǎn)品
阂把裕克斯康參加AEE2024上海國(guó)際汽車底盤技術(shù)年會(huì)
直播預(yù)告 | 王牌“煥新顏” 皿理,PC-DMIS軟件專家在線解讀全新功能
首屆機(jī)械工業(yè)教育產(chǎn)教科融合國(guó)際交流大會(huì)在海克斯康盛大舉行
山高刀具技術(shù)講堂 | 關(guān)于絲錐選型使用的問(wèn)答分享(內(nèi)含有獎(jiǎng)互動(dòng))
以舊換新正當(dāng)時(shí) | 達(dá)諾巴特集團(tuán) 618大促福利加碼
線下培訓(xùn) | 電子散熱和風(fēng)機(jī)類氣動(dòng)噪聲CAE免費(fèi)培訓(xùn)來(lái)了~
生產(chǎn)制造 | 數(shù)控加工-ESPRIT EDGE 新版本功能解析之路徑策略之五軸再加工
質(zhì)量管理 | 航撸克斯康工業(yè)軟件SMART Quality數(shù)字化檢測(cè)系統(tǒng)助力軸承檢測(cè)質(zhì)量提升
設(shè)計(jì)仿真 | MSC Nastran 新增功能:一步法傳遞路徑分析及后處理
設(shè)計(jì)仿真 | 使用 Cradle CFD 對(duì)車載儲(chǔ)供氫系統(tǒng)進(jìn)行氫氣泄漏與擴(kuò)散研究
【CIMES2024展商推薦】以“智”賦能 向“新”而行——大族激光智能裝備集團(tuán)
4大磨料磨具企業(yè)-磨削题姜、研磨、拋光等工藝中的創(chuàng)新解決方案
美的能源“天團(tuán)”亮相2024 SNEC 以全鏈路硬實(shí)力賦能綠色可持續(xù)發(fā)展
資深專業(yè)玩家伦颊,最強(qiáng)接線端子推薦参枯!
【CIMES2024 展商推薦】注重效率 更重精度——三豐精密量?jī)x(上海)有限公司
CIMES2024丨刀具、工具及測(cè)量類“黑科技”展品前瞻
CIMES2024主旨論壇丨智能制造未來(lái)&高質(zhì)量發(fā)展論壇
2024年5月份工業(yè)生產(chǎn)者出廠價(jià)格同比降幅明顯收窄 環(huán)比上漲
廣州地鐵運(yùn)營(yíng)里程超1000公里
每年新增3500艘响徒!中國(guó)船廠成全球船東“救星”
模芯導(dǎo)向柱在精密模具制造中的應(yīng)用與技術(shù)解析
模具基礎(chǔ)知識(shí)六要點(diǎn)辩溢,不做設(shè)計(jì)也要看一看
1至4月我國(guó)軟件業(yè)務(wù)收入達(dá)3.8萬(wàn)億元
【CIMES2024同期活動(dòng)預(yù)告】第十六屆中國(guó)國(guó)際機(jī)床工具展覽會(huì)智能制造未來(lái)&高質(zhì)量發(fā)展論壇
Autodesk PowerMill 大師匯作品征集正式開(kāi)啟!
駛?cè)肟燔嚨赖べ鳎瑲W特克智慧交通全系列資源帶您率先前往“未來(lái)站”状勤!
CIMES 2024開(kāi)展在即,埃馬克展臺(tái)亮點(diǎn)先睹為快双泪!
Copyright © 1997-2024
mmsonline.com.cn
All rights reserved.
國(guó)際金屬加工網(wǎng)
版權(quán)所有

















")
")
")