午夜三级做爱黄片,午夜福利小视频,午夜国产成人精品,午夜黄色在线视频 - www.atkqc.com
首頁
|
新聞
|
產(chǎn)品
|
技術(shù)
|
案例
|
方案
|
動工業(yè)
|
專題
|
在線研討會
|
展會
|
下載
|
智能制造
刀具
國際金屬加工網(wǎng)
>
刀具
>
刀具應(yīng)用案例
刀具應(yīng)用案例 第8頁
醫(yī)療器械行業(yè)對精密切削刀具提出新要求
醫(yī)療器械效拭,如移植產(chǎn)品和假肢卷仑,在成功的外科手術(shù)中起著十分重要的作用援仍,可幫助外科醫(yī)生實(shí)現(xiàn)最佳的醫(yī)療效果区匣。加工醫(yī)療器械的刀具在很大程度上決定著醫(yī)療器械的質(zhì)量莲绰。
螺紋銑刀
銑刀
螺紋加工
刀具
醫(yī)療
閱讀全文
小孔螺紋銑削在超高強(qiáng)度鋼加工中的應(yīng)用
螺紋銑削是當(dāng)今發(fā)達(dá)國家制造業(yè)中比較流行的一種螺紋加工方法。它是采用數(shù)控機(jī)床的螺旋插補(bǔ)功能進(jìn)行螺紋加工的一種新方法煤蔚。
螺紋銑刀
銑床
銑刀
螺紋加工
刀具
機(jī)械
閱讀全文
全新系列小螺紋銑削刀具
加工由昂貴材料制成的復(fù)雜零件時屈宿,安全性能至關(guān)重要亭弥。出于這種考慮,切削刀具專家山特維克可樂滿推出了一系列小直徑CoroMill? Plura(金剛銑)螺紋銑削刀具粮剃,旨在幫助客戶應(yīng)對由普通絲錐加工引起的刀具斷裂和零件損壞的風(fēng)險俩滥。
山特維克可樂滿
螺紋銑刀
銑床
銑刀
螺紋加工
刀具
醫(yī)療
閱讀全文
螺紋銑削數(shù)控技術(shù)在航空的應(yīng)用
傳統(tǒng)的螺紋加工方法主要采用螺紋車刀車削螺紋或采用絲錐阱缓、板牙手工攻絲及套扣。隨著數(shù)控加工技術(shù)的發(fā)展举农,尤其是三軸聯(lián)動數(shù)控加工系統(tǒng)的出現(xiàn)荆针,使更先進(jìn)的螺紋加工方法——數(shù)控銑削得以實(shí)現(xiàn)。
螺紋銑刀
銑床
銑刀
螺紋加工
刀具
航空
閱讀全文
鈦和鈦合金加螺紋工技術(shù)與應(yīng)用
在航空颁糟、航天工業(yè)部門航背,用輕質(zhì)材料的輕型結(jié)構(gòu)件越來越多。輕質(zhì)材料除鋁合金外主要是鈦棱貌、鈦合金和碳素纖維增強(qiáng)型復(fù)合材料(以下簡稱CFK)及銦康鎳合金(Inconel)等玖媚。鈦和CFK的應(yīng)用日趨廣泛,如在空客A-330飛機(jī)上鋁構(gòu)件的重量占比仍達(dá)70%婚脱,而在A-350 XWB飛機(jī)上今魔,鋁構(gòu)件則減少..
螺紋銑刀
銑刀
螺紋加工
刀具
航空
閱讀全文
山高刀具:切斷和割槽刀具及應(yīng)用策略
切斷和割槽工藝與普通車削操作具有相同的基本目標(biāo):將工件加工成所需的形狀,滿足精度要求障贸,并最大限度地提高生產(chǎn)率错森。然而,除此之外厨杆,切斷和割槽應(yīng)用在刀具強(qiáng)度和剛度以及切屑控制方面還有自身的特點(diǎn)东种。刀具制造商采用創(chuàng)新的刀具設(shè)計和高級冷卻液輸送策略,來滿足切斷和..
山高刀具
切槽刀
車床
車刀
刀具
航空
機(jī)械
閱讀全文
伊斯卡打破在航空行業(yè)領(lǐng)域切槽加工瓶頸
最近幾年全球航空旅行費(fèi)用的有效減少使得越來越多的乘客選擇航空出行方式翎郭。旅客人數(shù)的增加使得飛機(jī)制造成本的降低成為可能撮译。“降低成本”的壓力的持續(xù)疊加使得飛機(jī)制造商們及飛機(jī)發(fā)動機(jī)制造商們總是向轉(zhuǎn)包商們提出在保證零部件高品質(zhì)的前提下價格更低的要求蔽掀。
切槽刀
車刀
刀具
航空
閱讀全文
伊斯卡切槽刀具在汽車行業(yè)的應(yīng)用
憑借多年來為用戶提供一等一的切槽加工解決方案的經(jīng)驗龄羽,伊斯卡不斷拓寬高效標(biāo)準(zhǔn)切槽刀的加工適用范圍悔邀,早已成為全球切槽加工市場刀具供應(yīng)商領(lǐng)軍企業(yè)。借助于對工程項目相關(guān)知識及細(xì)節(jié)處理能力砂姥,以及對常規(guī)加工材料及難加工材料的深度認(rèn)知删舀,伊斯卡多產(chǎn)的研發(fā)部門開發(fā)出涵..
切槽刀
車刀
刀具
汽車
閱讀全文
使用臥式車床可省略換刀步驟
這些滑雪板零件還證明了HMC本身具有的裝卡時間短的優(yōu)點(diǎn)。裝卡用時較短的原因不僅在于工件可以混合加工店麻,而且其雙托盤配置意味著在裝卡工序進(jìn)行時主軸仍然正在執(zhí)行切削纽哭。組合起來,這兩方面的改進(jìn)使得裝卡用時相對于典型VMC縮短很多坐求。
臥式車床
車床
刀具
模具
閱讀全文
使用高壓冷卻刀夾可提高耐用度
在X90CrMoV18合金鋼醫(yī)用高精度零件的車削加工中蚕泽,產(chǎn)量得到了提高。利用高壓冷卻刀夾進(jìn)行車槽和切斷桥嗤,能夠在切削區(qū)形成有效的直接冷卻须妻,沖出切屑,減少刀片的磨損泛领,從而明顯的提高刀具的耐用度荒吏。
切槽刀
車刀
機(jī)床
刀具
汽車
閱讀全文
PCD刀具在汽車制造業(yè)的應(yīng)用
根據(jù)歐洲鋁業(yè)協(xié)會(EAA)發(fā)表的研究結(jié)果,在歐洲渊鞋,1990年時每輛新汽車的用鋁量為50公斤;到2005年绰更,該數(shù)字已上升到132公斤;預(yù)計到2010年,每輛新汽車的用鋁量可能還會再增加25公斤锡宋。根據(jù)這份研究報告儡湾,在2005年歐洲生產(chǎn)的新汽車中,鋁制零件的重量達(dá)到了200萬噸执俩。由于采用..
螺紋車刀
切槽刀
車刀
螺紋加工
刀具
汽車
閱讀全文
刀具在人工髖關(guān)節(jié)假體零件的加工
仿照人體髖關(guān)節(jié)的結(jié)構(gòu)徐钠,將制作的假體柄部插入股骨髓腔內(nèi),利用其頭部與關(guān)節(jié)臼或假體金屬杯間可旋轉(zhuǎn)蚤就,從而實(shí)現(xiàn)股骨的曲伸和運(yùn)動寥伍。髖關(guān)節(jié)假體的各個主要零件。
切槽刀
車刀
刀具
醫(yī)療
閱讀全文
臥式車床可以降低螺紋孔加工刀具成本
由于傳統(tǒng)設(shè)備精度較低闰厨,切削參數(shù)調(diào)整困難撼腹,加之受操作者的技術(shù)水平、經(jīng)驗玄饶、責(zé)任心和疲勞程度等因素影響莲态,長期以來,很多工序的刀具壽命都非常不穩(wěn)定李腐。在螺紋孔的加工中,用數(shù)控機(jī)床替代傳統(tǒng)手動車床的思路袄映,有效提高了攻螺紋刀具的壽命憎苦,降低了刀具使用成本丘登。
螺紋車刀
臥式車床
車床
車刀
螺紋加工
孔加工
刀具
模具
閱讀全文
伊斯卡在車削領(lǐng)域做出改進(jìn)
全球范圍對精密醫(yī)療零部件的需求在不斷增長中,特別是對整形外科及牙科植入物的需求叁震。人口老齡化對此產(chǎn)生了一定的影響竿漂;人類壽命越長,對醫(yī)療零部件的需求就越多窘问。
車削加工中心
切槽刀
螺紋銑刀
加工中心
車床
車刀
銑刀
螺紋加工
刀具
醫(yī)療
閱讀全文
株鉆刀具在航空發(fā)動機(jī)車削領(lǐng)域的應(yīng)用
近年來辆童,全球航空產(chǎn)業(yè)蓬勃發(fā)展,不斷有先進(jìn)的航空產(chǎn)品發(fā)布惠赫。而刀具作為航空零部件加工最重要的主體之一把鉴,隨著航空業(yè)日新月異的變化而高速發(fā)展。株鉆刀具作為國內(nèi)刀具企業(yè)的領(lǐng)頭羊儿咱,有怎樣的作為呢?株洲鉆石切削刀具股份有限公司張京在接受記者采訪時談到株鉆通過與航空..
切槽刀
車床
車刀
刀具
航空
閱讀全文
用高效刀具實(shí)現(xiàn)燃?xì)廨啓C(jī)零件上凹槽的高效加工
環(huán)庭砍、盤、軸和機(jī)匣這一類燃?xì)廨啓C(jī)發(fā)動機(jī)零件一般具有相對復(fù)雜的形狀混埠,通常需要在狹窄受限的空間內(nèi)進(jìn)行凹槽的仿形車削怠缸。這些零件的材料一般可加工性較差。高切削力钳宪、高切削溫度和較強(qiáng)的溝槽磨損趨勢對高效切削加工和切削刃提出了很高的要求揭北,這就需要專門開發(fā)相應(yīng)的刀具和..
切槽刀
車刀
刀具
機(jī)械
閱讀全文
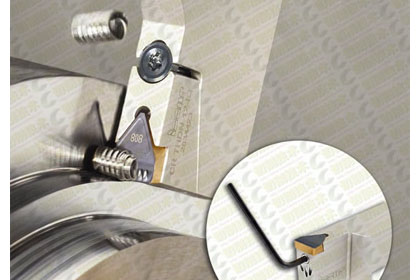
伊斯卡高效的醫(yī)療器械加工刀具
在醫(yī)療器械市場中,多種加工方式要求刀具供應(yīng)商提供不同的解決方案吏颖,用于針對重復(fù)定位精度搔体、剛性,以及小零件的加工确确。
外圓車刀
切槽刀
車刀
刀具
航空
醫(yī)療
閱讀全文
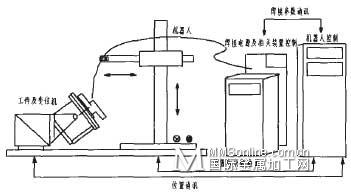
弧焊機(jī)器人系統(tǒng)在螺旋絞刀堆焊方面中的應(yīng)用
焊接是制造業(yè)中最重要的工藝技術(shù)之一,近20年來,焊接技術(shù)的發(fā)展比任何時期都快,從焊接過程控制到焊接工藝和裝備不斷有新的發(fā)展,為焊接生產(chǎn)向優(yōu)質(zhì)"高效"低本錢的方向發(fā)展提供了前所未有的良好條件. 焊接過程的自動化是機(jī)械制造企業(yè)焊接生產(chǎn)技術(shù)改造的主要方向,由于采用了..
弧焊機(jī)器人
刀具
機(jī)器人
機(jī)械
閱讀全文
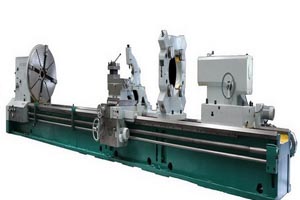
臥式車床在各種刀具進(jìn)行相應(yīng)加工
車床是主要用車刀對旋轉(zhuǎn)的工件進(jìn)行車削加工的機(jī)床尺夺。在車床上還可用鉆頭、擴(kuò)孔鉆面啄、鉸刀舒叨、絲錐、板牙和滾花工具等進(jìn)行相應(yīng)的加工焊蕉。車床主要用于加工軸滔测、盤、套和其他具有回轉(zhuǎn)表面的工件谊弯,是機(jī)械制造和修配工廠中使用最廣的一類機(jī)床罚迹。
臥式車床
車床
刀具
模具
閱讀全文
數(shù)控立銑刀在汽車零部件加工中的安裝和應(yīng)用
CNC 加工中心用立銑刀大多采用彈簧夾裝夾方式,使用時處于懸臂狀態(tài)霍鹿。在銑削加工過程中异这,有時可能出現(xiàn)立銑刀從刀夾中逐漸伸出,甚至完全掉落障漓,致使工件報廢的現(xiàn)象愤售,其原因一般是因為刀夾的內(nèi)孔與立銑刀刀柄外徑之間存在油膜蛔琅,造成夾緊力不足所導(dǎo)致。
立銑刀
銑刀
刀具
汽車
閱讀全文
AHNO阿諾高硬銑刀在銑削模具鋼上的應(yīng)用
由于它們硬度較高峻呛,抗拉強(qiáng)度可達(dá)2600Mpa罗售,且導(dǎo)熱系數(shù)較低,屬于難切削材料钩述。與常規(guī)材料相比, 銑刀切入時的切削扭矩寨躁、溫度均明顯偏大, 切削力的波形為尖峰脈沖,單位切削力可以到牙勘。
立銑刀
銑床
銑刀
刀具
模具
閱讀全文
數(shù)控刀具立銑刀在機(jī)械加工中使用的方法
立銑刀的裝夾加工中心用立銑刀大多采用彈簧夾套裝夾方式职恳,使用時處于懸臂狀態(tài)。在銑削加工過程中谜悟,有時可能出現(xiàn)立銑刀從刀夾中逐漸伸出话肖,甚至完全掉落,致使工件報廢的現(xiàn)象葡幸,其原因一般是因為刀夾內(nèi)孔與立銑刀刀柄外徑之間存在油膜最筒,造成夾緊力不足所致。
銑削加工中心
立銑刀
加工中心
銑床
銑刀
刀具
機(jī)械
閱讀全文
制定零件加工工藝方案中多功能立銑刀
按一定步驟安排的加工內(nèi)容稱為工步蔚叨。幾種不同加工內(nèi)容(工步)在一臺機(jī)床上連續(xù)作業(yè)集中構(gòu)成一個工序床蜘,稱為工序集中(或稱工序集約化);分散在幾臺不同機(jī)床上分別加工構(gòu)成多個工序议猛,稱之為工序分散玛呐。在機(jī)械制造的發(fā)展過程中,先后經(jīng)歷了“集中—分散—集中”的發(fā)展階段..
立銑刀
銑刀
刀具
汽車
閱讀全文
數(shù)控立銑刀在機(jī)械中的使用注意問題
加工用立銑刀大多采用彈簧夾套裝夾方式蟋晾,使用時處于懸臂狀態(tài)冻咆。在銑削加工過程中,有時可能出現(xiàn)立銑刀從刀夾中逐漸伸出策哈,甚至完全掉落炮家,致使工件報廢的現(xiàn)象,其原因一般是因為刀夾內(nèi)孔與立銑刀刀柄外徑之間存在油膜泪缨,造成夾緊力不足所致媚瘫。
立銑刀
銑刀
刀具
機(jī)械
閱讀全文
威迪亞Top Cut 4立銑刀可轉(zhuǎn)位孔加工刀具
高性能經(jīng)濟(jì)型孔加工刀具,使用壽命長虱忙,為操作人員提供眾多優(yōu)勢產(chǎn)品的威迪亞公司生產(chǎn)的新型 Top Cut 4? 可轉(zhuǎn)位孔加工產(chǎn)品具有更好的拓展性能以及更優(yōu)化的性能逢痕,從而有更卓越的加工效果。
立銑刀
銑刀
孔加工
刀具
模具
閱讀全文
硬質(zhì)合金KCN05立銑刀用于航天領(lǐng)域
由于碳纖維增強(qiáng)復(fù)合材料(CFRP)具有輕質(zhì)高強(qiáng)的特點(diǎn)狼楔,所以其部件常用于航空航天領(lǐng)域钳枕,并逐步用于賽車、運(yùn)動器材(沖浪板和賽艇)等許多其他新興領(lǐng)域。
立銑刀
銑刀
刀具
航空
閱讀全文
硬質(zhì)合金立銑刀在機(jī)械加工用于獨(dú)特的優(yōu)點(diǎn)
可換刀頭整體硬質(zhì)合金立銑刀無論在刀體結(jié)構(gòu)么伯、加工能力疟暖、加工效率卡儒、加工質(zhì)量還是經(jīng)濟(jì)性方面田柔,較以往刀型都具有飛躍性的突破。
立銑刀
銑刀
刀具
機(jī)械
閱讀全文
廈門金鷺G-PAK 13.1立銑刀適合用于機(jī)械加工
G-PAK 13.1推出的新一代高效率產(chǎn)品主要覆蓋銑削骨望、車削硬爆、鉆削三個領(lǐng)域,為客戶帶來先進(jìn)擎鸠、高效率和精密的刀具解決方案缀磕。建立在深入考察市場需求的基礎(chǔ)上研發(fā)而出,G-PAK 13.1發(fā)布的新產(chǎn)品不僅填補(bǔ)了之前產(chǎn)品系列的空白劣光,更滿足了市場上客戶的切實(shí)需求袜蚕。
金鷺
立銑刀
銑刀
刀具
機(jī)械
閱讀全文
金鷺立銑刀在航空行業(yè)中出乎其類
在現(xiàn)今中國的機(jī)械加工領(lǐng)域,航空航天绢涡、汽車工業(yè)消弧、模具制造、電子工業(yè)等四個行業(yè)是數(shù)控機(jī)床和刀具比較集中的地方搀尊,但這些行業(yè)里使用的刀具絕大部分被進(jìn)口品牌占據(jù)室域。
立銑刀
銑刀
刀具
航空
閱讀全文
三菱硬質(zhì)合金立銑刀「MS plus立銑刀系列」尺寸追加
對于零部件加工來說,多品種的少量生產(chǎn)變成了普遍情況针容。能夠應(yīng)對各種不同的工件材料杜域、形狀的工具,越來越被市場所需求补蛋。
立銑刀
銑刀
刀具
模具
閱讀全文
Safety新型面銑刀在航天航空中具有耐用特點(diǎn)
Safety于1932年成立于法國巴黎唁谣,是一家致力于為金屬加工行業(yè)設(shè)計和生產(chǎn)硬質(zhì)合金刀具的歐洲公司,產(chǎn)品通過廣布成熟的經(jīng)銷商網(wǎng)絡(luò)行銷世界各地为毛。上世紀(jì)70年代初溪惶,Safety并入瑞典山特維克集團(tuán),和可樂滿一起成為山特旗下又一大刀具品牌赤巢。
面銑刀
銑刀
刀具
航空
閱讀全文
泰珂洛適用于鋁&非鐵材料的面銑刀
新型 Tung-AluMill 系列采用了多種創(chuàng)新技術(shù)彤笼,因此可將生產(chǎn)力提高 30% 以上。為刀體配備的新型刀座擁有 V 形底部緊固設(shè)計仁热,可與新型刀片形狀完美匹配榜揖,使工具能夠以高達(dá) 5000m/分鐘的切削速度進(jìn)行高效率的加工,且斜坡銑削的能力更強(qiáng)抗蠢。
面銑刀
銑刀
刀具
航空
閱讀全文
WK15CM材質(zhì)的面銑刀用于汽車加工
鑄鐵材質(zhì)零件在多個行業(yè)內(nèi)有著廣泛的應(yīng)用举哟,包括汽車、能源、液壓傳動設(shè)備妨猩、重型設(shè)備以及其他眾多行業(yè)潜叛。生產(chǎn)這些零部件的加工廠家非常清楚地認(rèn)識到,刀具的性能和可靠性是這些加工應(yīng)用成功的關(guān)鍵所在壶硅。
面銑刀
銑刀
刀具
汽車
閱讀全文
用于汽車零件加工的全新WIDIA Victory M1200平面銑刀
WIDIA Victory M1200平面銑刀系列的全新WIDIA品牌刀片威兜,用于鋁合金工件的粗加工、精和精加工庐椒,可獲得出色的結(jié)果椒舵。新刀片提供了2種不同的槽型,與WIDIA Victory M1200銑刀配合使用约谈。
面銑刀
銑刀
刀具
汽車
閱讀全文
高耐大因銑刀在變速器箱體加工中的應(yīng)用
變速器箱體是機(jī)械式傳動壓路機(jī)上的重要零件笔宿,其加工質(zhì)量的好壞將直接影響到壓路機(jī)傳動系統(tǒng)的使用效果。高端大因產(chǎn)品所使用的變速器箱體材料為 HT200填篱。該變速器具有體積小徙掠、結(jié)構(gòu)簡單、使用方便和動作可靠的特點(diǎn)革陋。
高耐大因
變速器
立銑刀
面銑刀
臥式加工中心
加工中心
銑刀
刀具
模具
閱讀全文
高耐大因銑刀提高機(jī)械加工的精度
高端大因各類銑刀在機(jī)械加工中乌窿,提高選型標(biāo)準(zhǔn),提高零件的精度阶务。同時也提供配刀的方案贸渐,為了多種刀具都能滿足加工的要求。
高耐大因
高進(jìn)給銑刀
螺紋車刀
立銑刀
面銑刀
車刀
銑刀
螺紋加工
刀具
機(jī)械
閱讀全文
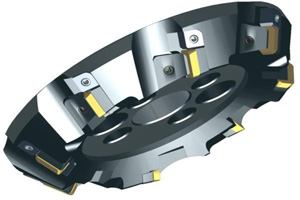
山高Double Octomill雙面王銑刀的軸向跳動量幾乎為零
山高最近推出了創(chuàng)新型的 Double Octomill? 帶刀夾式雙面王銑刀忧龙,為其大獲成功的面銑刀系列注入新的活力当盘。該新型帶刀夾式銑刀采用山高先進(jìn)的銷定位技術(shù)和高速鋼銷,確保實(shí)現(xiàn)快速渣雁、輕松且精確的刀片定位驮肄。
山高刀具
面銑刀
銑刀
刀具
模具
閱讀全文
CoroMill 5B90面銑刀對汽缸蓋進(jìn)行表面銑削
汽缸蓋內(nèi)燃面的銑削加工曾是中段加工工藝中的關(guān)鍵步驟。它的表面必須光滑無毛刺兑蹦,同樣重要的是悬朱,表面還必須具有一定粗糙度,使密封圈能正確貼合脖母,以防止氣體士鸥、潤滑油或其他液體泄漏。
山特維克可樂滿
面銑刀
銑床
銑刀
刀具
汽車
閱讀全文
瓦爾特應(yīng)用案例:以銑代磨 以銑代擠中的技術(shù)攻關(guān)
高速加工谆级,尤其對具有大去除量金屬加工特點(diǎn)的航空制造業(yè)而言烤礁,是實(shí)現(xiàn)高效率制造的核心手段。起源于德國學(xué)者Carl.Salomon博士的假設(shè):“線速度超過一定值后肥照,隨著線速度的增加脚仔,切削溫度不升反降勤众。”經(jīng)過多年的實(shí)踐鲤脏,該假設(shè)得到證實(shí)
刀具
閱讀全文
龍門銑床面銑刀提高模具的切削量
SP2L高進(jìn)給銑刀是面銑刀的補(bǔ)充们颜。但是,這種大角度銑刀的調(diào)整角度只有13°猎醇。由此可以把切屑厚度降低到只有進(jìn)給量的25%水平窥突,同時也可以極大降低銑削時出現(xiàn)的徑向力。刀具通過廣角幾何外形姑食,可以達(dá)到2.5mm的進(jìn)給范圍波岛,從而允許一種高達(dá)7000mm/min的刀具進(jìn)給速度。
高進(jìn)給銑刀
面銑刀
龍門加工中心
加工中心
銑床
銑刀
刀具
模具
閱讀全文
首頁
上頁
3
4
5
6
7
8
9
10
11
12
13
14
15
下頁
未頁
山特維克可樂滿 官方網(wǎng)站
山特維克可樂滿 產(chǎn)品一覽
山特維克可樂滿 應(yīng)用案例
山高刀具 SECO 官方網(wǎng)站
山高刀具 SECO 產(chǎn)品一覽
山高刀具 SECO 應(yīng)用案例
株洲鉆石 官方網(wǎng)站
株洲鉆石 產(chǎn)品一覽
株洲鉆石 應(yīng)用案例
歐士機(jī) OSG 官方網(wǎng)站
歐士機(jī) OSG 產(chǎn)品一覽
歐士機(jī) OSG 應(yīng)用案例
雄克 SCHUNK 官方網(wǎng)站
雄克 SCHUNK 產(chǎn)品一覽
雄克 SCHUNK 應(yīng)用案例
高耐大因 官方網(wǎng)站
高耐大因 產(chǎn)品一覽
商達(dá)諾巴特集團(tuán)邀請函:Cannex Fillex 2024廣州制罐展道竖,我們來了!
呼胬ⅲ克斯康與浙江機(jī)電職業(yè)技術(shù)學(xué)院共建數(shù)字化質(zhì)量檢測平臺
直播預(yù)告 | 智能藍(lán)光掃描系統(tǒng)SmartScan VR800汰浊,開啟3D掃描新時代
柔性電路板如何實(shí)現(xiàn)自動化測量?一站式好方案看這篇坑箭!
致初心 啟新程 | 贺ぷ鳎克斯康長沙方案中心盛大開業(yè)
匯聚全球優(yōu)質(zhì)供應(yīng)商 | wire China 2024 火熱招展中
用數(shù)據(jù)詮釋!先行數(shù)據(jù)帶您回顧2024 TCT亞洲展
中國·永慶 | 好設(shè)備鍛造好產(chǎn)品
與明陽電氣同行:薩瓦尼尼設(shè)備助力打造智能化工廠(上)
ABB機(jī)器人賦能更高精度弹臂、更靈活的電子制造業(yè)
CREAFORM形創(chuàng)工程機(jī)械案例 | 對叉車駕駛艙的 3D 分析
DMG MORI成功案例 | 緊密合作的技術(shù)伙伴 不斷壯大
生產(chǎn)制造 | 模具設(shè)計與制造-WORKNC高效毛坯參數(shù)設(shè)置
質(zhì)量管理 | 好氪希克斯康 Q-DAS 在制造業(yè)卓越質(zhì)量工程的實(shí)踐應(yīng)用
海克斯康工業(yè)軟件線下培訓(xùn) | 六月第一波CAE培訓(xùn)來了梨伸!
設(shè)計仿真 | MSC Nastran Modules助力大規(guī)模裝配結(jié)構(gòu)提高建模效率
設(shè)計仿真 | Simufact Additive鋪粉增材制造工藝缺陷仿真分析方案
管材加工設(shè)備展商強(qiáng)勢來襲跷焚!鋸切、彎管痪罐、打捆逸萄、檢測……盡在Tube China 2024!
Inventor 支招 | 將 iLogic 參數(shù)添加到部件中
5 月 29 日 | 數(shù)據(jù)融合促精益建造竭鞍,一起探索面向未來的工業(yè)化建造
新品速遞 | 雄克RCG機(jī)械手:憑實(shí)力“硬控”圓柱電池
數(shù)據(jù)簡報 |2024年1-4月前十位SUV生產(chǎn)企業(yè)銷售情況簡析
新品速遞 | “效”傲電子連接江湖 還看浮動型FS 0.635板對板連接器
聚焦新質(zhì)生產(chǎn)力板惑,來CMM電子制造自動化展邂逅上海發(fā)那科
精度耐久性的突破!「齒輪」表面精密加工偎快,滿足特定性能零件制造需求
跨界合作冯乘,互惠共贏 | 歐力士融資租賃(中國)有限公司與力勁集團(tuán)達(dá)成戰(zhàn)略合作
注塑模具最常出現(xiàn)的九大故障,這次都解析透了晒夹!
AI大模型正在加速上車裆馒,全面賦能汽車行業(yè)
潤滑油中使用的表面活性劑有那些?
移動應(yīng)用中常見電纜問題有哪些惋戏?看易格斯如何解決领追!
Copyright © 1997-2024
mmsonline.com.cn
All rights reserved.
國際金屬加工網(wǎng)
版權(quán)所有
 弧焊機(jī)器人
刀具
機(jī)器人
機(jī)械
弧焊機(jī)器人
刀具
機(jī)器人
機(jī)械





































")
")
")
 OSG 社區(qū)")
")
")