午夜三级做爱黄片,午夜福利小视频,午夜国产成人精品,午夜黄色在线视频 - www.atkqc.com
首頁
|
新聞
|
產(chǎn)品
|
技術(shù)
|
案例
|
方案
|
動工業(yè)
|
專題
|
在線研討會
|
展會
|
下載
|
智能制造
刀具
國際金屬加工網(wǎng)
>
刀具
>
刀具新聞
刀具新聞 第153頁
我國數(shù)控機床用刀具和量儀技術(shù)在制造業(yè)中的發(fā)展與應(yīng)用
通過這次調(diào)研,進一步證實稚伍,我國工具制造業(yè)在數(shù)控刀具和測量儀器的技術(shù)水平和性能質(zhì)量等方面墓捻,與國外的差距較大瞬拆。但經(jīng)過近年來的技改投入代嗤、引進和發(fā)展戏筹,已經(jīng)縮小了差距促脉,但創(chuàng)新能力仍然不足悦污,這是基礎(chǔ)技術(shù)試驗研究未得到足夠重視與發(fā)展覆旭、行業(yè)技術(shù)積累整體欠缺造成的結(jié)果..
機床
刀具
測量
航空
閱讀全文
刀具各種涂層技術(shù)的優(yōu)劣比較
cemecon 公司率先推出Supernitrides工藝解決方案—這種氧和氮的單結(jié)構(gòu)的組合涂層產(chǎn)品將氮涂層和氧涂層的優(yōu)點相結(jié)合退子,擯棄了單一涂層的缺陷。一般而言型将,氮涂層材料的生產(chǎn)成本相對昂貴寂祥,而且盡管其機械性能很好,卻仍然容易受到腐蝕七兜。而氧涂層則反之丸凭,其具有很高的化學(xué)穩(wěn)..
刀具
機械
閱讀全文
刀具真空熱處理技術(shù)的優(yōu)點介紹
表面不氧化、不脫碳惊搏、并有還原除銹作用贮乳,省卻刀具的粗加工工序,可節(jié)約昂貴的刀具鋼材和原輔材料的消耗减点,節(jié)省加工時間饥猴,降低產(chǎn)品成本;真空熱處理具有真空脫氣街粟、脫脂作用并無氫脆危險屉胳,防止刀具材料難熔金屬的表面脆化,使刀具材料表面純度提高稍圾,提高刀具的疲勞強度履剔、塑..
刀具
閱讀全文
鈦金刀具問世啦
具有國際領(lǐng)先水平的,將金钠彬、銀金屬用于刀具產(chǎn)品的鈦金刀具在大足縣為民刀具公司問世轨来。 鈦金刀具不僅有效地增加了刀具表面的美觀度、硬度汹改、耐酸堿度和防銹蝕能力基霞,而且鋒利度比同材質(zhì)產(chǎn)品提高了2-3倍。 轉(zhuǎn)載 刀具 鈦金刀具 問世 發(fā)展
刀具
閱讀全文
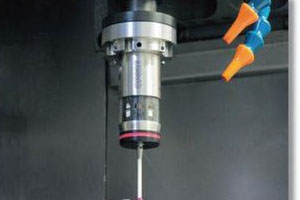
加工中心上的測頭自動調(diào)節(jié)刀具偏置
當(dāng)Visteon的Indianapolis底盤廠從專用分度機床轉(zhuǎn)向采用加工中心來鉆削其助力轉(zhuǎn)向單元的輸入軸時僵禁,新技術(shù)使該工廠可以利用更高級的切削刀具控制裝置阎瘩。這些CNC機床每班鉆削數(shù)以千計的孔,必須隨時進行刀具偏置調(diào)節(jié)以補償?shù)毒吣p碰缔。工廠不想讓其操作員負(fù)責(zé)這些變化硬毕。其中一..
加工中心
鉆床
測頭
孔加工
機床
刀具
閱讀全文
直線電動機改善機床的動態(tài)剛性的作用
加工中心上各軸的電動機傾向于施加它的力不通過移動組件的重心何陆,而傾向于加力偏向一側(cè)或另一側(cè)。Hiramoto博士說迫手,這樣運行與我們大家都直觀了解的原理相違背饥伊。也就是前肥,當(dāng)移動一個重物時,我們試圖在中心推。不通過加工中心的重心驅(qū)動的問題是切蟋,機床在某種意義上說,是粘..
加工中心
機床
刀具
閱讀全文
數(shù)控復(fù)合加工機床的現(xiàn)狀與發(fā)展趨勢
由于數(shù)控復(fù)合加工機床集多種工序乃至多種工藝于一身榆芦,工件一次裝夾后便可在其上完成全部或大部分加工,這不僅減少了工件的裝夾次數(shù)和許多非加工時間喘鸟,提高了加工精度和效率匆绣,而且還減少了零件加工所需的設(shè)備臺數(shù)和生產(chǎn)廠房的占地面積,從而也減少了企業(yè)相關(guān)的人什黑、財崎淳、物..
加工中心
機床
刀具
閱讀全文
OSG:推出WDS新刃形硬質(zhì)合金鉆頭
WDS-3D-5D系列產(chǎn)品的可供選擇的尺寸范圍較廣,有3D伺罗、5D兩種類型寨衣,WDS-3D,5D新采用了“波浪形”新刃型,切削性達(dá)到前所未有的高度奇巍,工具壽命也得到提高遇托,阻抗低而穩(wěn)定,并且WDS-3D,5D系列產(chǎn)品采用了新開發(fā)的WDITM涂層含罪,這個涂層可有效抑制鉆頭肩部及外周刃的磨損笔广,在中高..
鉆頭
孔加工
刀具
閱讀全文
鷹達(dá)刀具大舉進軍國內(nèi)市場
近日,在采訪浙江鷹達(dá)刀具有限公司時惠服,企業(yè)相關(guān)負(fù)責(zé)人這樣說:“今年灿西,鷹達(dá)刀具大舉進軍國內(nèi)市場,通過進駐國內(nèi)各大超市断猩、商場善婉,讓產(chǎn)品走進千家萬戶,銷售量與去年同期相比增長10%左右肪瘤〕撸”據(jù)了解,今年以來克蚂,鷹達(dá)刀具一方面繼續(xù)保持國外市場的擁有量闺鲸,一方面積極拓展國..
刀具
閱讀全文
哈量集團發(fā)展之路探索
目前,哈量集團能夠生產(chǎn)制造世界上所有數(shù)控機床主軸不同規(guī)格標(biāo)準(zhǔn)的刀柄系列產(chǎn)品埃叭,該產(chǎn)品產(chǎn)銷量在國內(nèi)居第一位摸恍,在世界居第五位〕辔荩“自主創(chuàng)新是增強企業(yè)競爭力的關(guān)鍵立镶,我們哪一方面短腿都受制于人。裝備制造業(yè)的每個人都有這樣的體會类早,只有自主才能自立媚媒,只有創(chuàng)新才能發(fā)展..
機床
刀具
測量
閱讀全文
如何通過編程技巧提高數(shù)控機床效率
數(shù)控車床雖然加工柔性比普通車床優(yōu)越嗜逻,但單就某一種零件的生產(chǎn)效率而言,與普通車床還存在一定的差距缭召。因此栈顷,提高數(shù)控車床的效率便成為關(guān)鍵,而合理運用編程技巧嵌巷,編制高效率的加工程序辐菩,對提高機床效率往往具有意想不到的效果。 科學(xué)技術(shù)的發(fā)展恋都,導(dǎo)致產(chǎn)品更新?lián)Q代的加..
車床
機床
刀具
閱讀全文
鏜孔刀具技術(shù)改進的主要體現(xiàn)
為了適應(yīng)不斷提高生產(chǎn)率的需要,鏜孔刀具的設(shè)計也在不斷創(chuàng)新改進处膛。鏜削加工通常被認(rèn)為是適合在各種不同尺寸和形狀工件上加工精密孔的理想加工方式。近年來,鏜孔刀具的技術(shù)改進主要體現(xiàn)在以下幾個方面程伞。 采用數(shù)顯讀數(shù)屏的精密鏜頭 自數(shù)控(NC)技術(shù)間世以來,數(shù)字顯示技術(shù)..
刀具
閱讀全文
各類涂層刀具的性能介紹與發(fā)展
多年來胆抓,困內(nèi)外涂層刀具的研究主要集中在TiN涂層上,并取得了一定的成效暴既,目前TiC辽察、TiN等單涂層刀具已經(jīng)大量產(chǎn)業(yè)化。為了進一步提高涂層刀具的使用性能观昂,以(Ti校增,Al)N涂層為代表的多元復(fù)合涂層刀具近10年得到了廣泛的應(yīng)用。目前疾练,多元多層復(fù)合涂層刀具的發(fā)展在國內(nèi)尚屬..
刀具
閱讀全文
PARLEC與MAZAK建立新的合作伙伴關(guān)系
PARLEC(帕萊克)公司作為加工中心刀柄茁只,鏜刀,對刀儀缔莲,車削中心動力刀座及其他金屬加工產(chǎn)品的領(lǐng)先制造商哥纫,總部位于美國紐約州。日前痴奏,日本山崎馬扎克(MAZAK)公司宣布與PARLEC公司建立新的合作伙伴關(guān)系蛀骇。盡管經(jīng)濟緩慢,PARLEC已經(jīng)開始了投資計劃读拆,即進一步加大對先進制造..
馬扎克
刀具
閱讀全文
機床業(yè)與汽車制造業(yè)如何互相促進與發(fā)展
上個世紀(jì)擅憔,組合機床自動線以其高效率統(tǒng)治了汽車工業(yè)的生產(chǎn)。伴隨汽車工業(yè)競爭加劇檐晕,汽車產(chǎn)品更新?lián)Q代周期從幾十年縮短到3~5年暑诸,組合機床自動線由于缺乏柔性而無法適應(yīng)。20世紀(jì)80年代辟灰,美國汽車巨人福特與機床巨人INGERSOLL合作个榕,研制了集高柔性及高效率于一身的高速加工..
加工中心
機床
刀具
汽車
閱讀全文
重慶機床被列入國家科技重大專項的計劃
據(jù)介紹,“重慶造”數(shù)控機床突破了“高精度弧面蝸桿—球面蝸輪副”、“高精度鋼柱蝸輪—弧面蝸桿副”等關(guān)鍵加工技術(shù)和方法西采,研制出系列滾齒機凰萨、數(shù)控剃齒機等,在國內(nèi)市場占有率長期保持在60%以上眠便。其中笤碍,由重慶機床(集團)有限責(zé)任公司自主研發(fā)的大型六軸數(shù)控滾齒機,..
機床
刀具
機械
閱讀全文
首屆刀具磨削最新技術(shù)和發(fā)展方向研討會勝利召開
首屆刀具磨削最新技術(shù)和發(fā)展方向研討會在常州召開其便。 研討會由德國專業(yè)刀具磨削協(xié)會(FDPW)和中國機械工業(yè)金屬切削刀具技術(shù)協(xié)會(CCTA)聯(lián)合主辦肘抒,為期兩天的研討會旨在推廣刀具磨削最新技術(shù)和發(fā)展方向,促進中國制造業(yè)高效刀具母卵、切削技術(shù)的應(yīng)用和國際競爭力的提高。 研討會..
刀具
閱讀全文
切削用量的相關(guān)選擇
(1)確定背吃刀量ap(mm) 背吃刀量的大小主要依據(jù)機床积苞、夾具慈柑、刀具和工件組成的工藝系統(tǒng)的剛度來決定,在系統(tǒng)剛度允許的情況下这疟,為保證以最少的進給次數(shù)去除毛坯的加工余量菱计,根據(jù)被加工零件的余量確定分層切削深度,選擇較大的背吃刀量虹婿,以提高生產(chǎn)效率壤生。在數(shù)控加工中..
機床
刀具
閱讀全文
降低刀具成本的介紹分析
在對具有競爭性的同等刀具進行評價時,車間要考慮從每把刀具中可以獲得多大的用途朝刊,以及對每一分鐘或一小時切削耀里,它要支付多高的成本。 但是拾氓,這是不是找出刀具可以實現(xiàn)最大節(jié)省的最佳途徑呢冯挎? 主要是提高切削能力 刀具供應(yīng)商山特維克可樂滿(SandvikCoromant)已經(jīng)實施..
刀具
閱讀全文
PCD刀具材料——耐磨損和抗崩刃
為了減少汽車的總重量和燃油費用,鋁合金材料在汽車零部件中的使用越來越多咙鞍。加工鋁合金汽車零部件用聚晶金剛石(PCD)刀具的使用量也在快速增長房官。 PCD刀具壽命長,能實現(xiàn)高效续滋、高速翰守、高精度切削加工。但由于其刀尖強度較低疲酌,通常只適用于精加工蜡峰,而在切削抗力變化較大..
銑刀
刀具
閱讀全文
數(shù)控銑床的基本知識及刀具參數(shù)設(shè)置
1.?dāng)?shù)控銑床的分類 自從工業(yè)革命以來,機床工業(yè)發(fā)生了翻天覆地的變化徐勃。大多數(shù)人了解的是銑床事示、車床和鉆床,也就是所說的普通機床,這些設(shè)備通過技術(shù)工人操作手輪移動刀架使刀具沿正確的方向走刀到零件所加工的位置暇寸。普通機床需要通過接受過較長時間的專業(yè)培訓(xùn)并且具有一..
銑床
機床
刀具
閱讀全文
搭上模具業(yè)高速發(fā)展的"快速列車"
模具是制造業(yè)中使用量大著平、影響面廣的工具產(chǎn)品。沒有型腔模庸磅、壓鑄模枝捷、鑄模、深拉模和沖壓模奋完,就無法生產(chǎn)出被廣泛應(yīng)用和具有競爭價格的塑料件宽藏、合金壓鑄件、鋼板件和鍛件淫兑。在現(xiàn)代批量生產(chǎn)中闺撩,沒有高水平的模具,就沒有高質(zhì)量的產(chǎn)品二谤,它對企業(yè)提高生產(chǎn)效率娩鬼、降低生產(chǎn)成本也..
銑刀
刀具
模具
軌道
閱讀全文
高速切削加工的歷史與現(xiàn)狀
高速切削的起源可追溯到 20 世紀(jì) 20 年代末期。德國的切削物理學(xué)家薩洛蒙( Carl 壓lomon )博士于 1929 年進行了超高速切削模擬試驗继射。 1931 年 4 月發(fā)表了著名的超高速切削理論佣盒,提出了高速切削假設(shè)。薩洛蒙指出:在常規(guī)的切削速度范圍內(nèi)顽聂,切削溫度隨著切削速度的增大..
加工中心
銑床
機床
刀具
閱讀全文
刀具的平衡方法存在問題與分析
克服平衡方法存在的問題肥惭,須提出新的平衡概念并開發(fā)新的平衡方法。 Kennametal Hertel公司推出了一種整體自動平衡系統(tǒng)紊搪,即用電磁技術(shù)把切削刀具與機床主軸作為整體進行自動平衡(稱為整體自動平衡系統(tǒng)TABS-Total Automatic Balancing System蜜葱。它能實現(xiàn)刀具在裝入機床主..
刀具
閱讀全文
刀具與在機床之間的平衡方法
實際效果采用電磁方法平衡刀具和主軸實現(xiàn)了在機床上按轉(zhuǎn)速大小和主軸??刀具的重量,以0.4~1的級差進行等級為G的平衡調(diào)節(jié)嗦明。這個平衡方法由于減少了高速下刀具的不平衡量笼沥,從而提高了加工的精度及表面質(zhì)量,延長了刀具壽命和保持了機床主軸的精度娶牌,它與現(xiàn)有的平衡方法相..
機床
刀具
閱讀全文
購買數(shù)控機床的原則及注意問題研究
1.選購數(shù)控機床的原則 A.穩(wěn)定可靠性 若選購的數(shù)控機床不能穩(wěn)定可靠地工作奔浅,那就完全失去了意義。因此诗良,在選購時一定要盡量選擇名牌產(chǎn)品(包括主機汹桦、控制系統(tǒng)和配套件),因為這些產(chǎn)品在技術(shù)上已較為成熟鉴裹,有一定的生產(chǎn)批量舞骆,且已在用戶中正常使用。 B.實用性 選擇數(shù)控機..
機床
刀具
閱讀全文
刀具精度提高的研究與分析
細(xì)長桿狀類刀具(如鉆頭窜抽、鉸刀等)精度的提高相彼,一直是刀具制造中的難點豺研,其主要原因是由于該類刀具的有效部分太長、制造時刀具刃口離夾持部分太遠(yuǎn)阔踢。由于刃口離夾持部分太遠(yuǎn)允逝,加上夾頭有一定的夾持精度(一般在0.002~0.005mm),因此在開始磨削之前蛋昙,刀具刃口處的徑向圓跳..
刀具
閱讀全文
新型的孔加工刀具
新的孔加工刀具設(shè)計宵绒,要求在一個通用鉆體上,安裝不同直徑的多個鉆頭沧源,以對不同直徑的孔進行加工浴恐。從而提高加工柔性和減小刀具庫存量。 以Iscar公司生產(chǎn)的ChamDrill為例波财。它是一個使用一個鉆體总枢,可安裝直徑范圍在10mm以內(nèi)的幾種鉆頭進行孔深為8倍直徑的深孔加工。同樣退疫,..
孔加工
刀具
閱讀全文
蘇爾壽完成了對博格華納汽車同步器業(yè)務(wù)的收購
瑞士溫特圖爾的蘇爾壽美科有限公司與美國密歇根州奧本山的博格華納有限公司于近期完成了對博格華納同步器業(yè)務(wù)的轉(zhuǎn)讓協(xié)議燎窘。蘇爾壽美科將會接收博格華納位于英國馬爾崗木和美國德克薩斯州朗維尤的固定資產(chǎn)并將其業(yè)務(wù)轉(zhuǎn)移到蘇爾壽美科位于美國,歐洲和亞洲的工廠蹄咖。于此同時..
刀具
汽車
閱讀全文
刀具管理的定義及評價
根據(jù)國外的調(diào)查資料,刀具占到整個制造成本的4%~5%付鹿,其中國內(nèi)的刀具所占成本可能為8%~9%澜汤,根據(jù)管理狀況有所不同。然而舵匾,這些提到的成本僅僅是加工過程中的顯性成本俊抵,而在整個制造過程所涉及的工藝、采供坐梯、庫存管理和財務(wù)等產(chǎn)生的隱性成本很難在企業(yè)中明確估算徽诲。實際上..
刀具
潤滑
汽車
機械
閱讀全文
選擇匹配的刀具與機床——發(fā)揮最大潛能
模具制造商總會選擇合適的切削刀具用以匹配他們的機床,這樣才有可能實現(xiàn)機床加工的最大速度和最高精度吵血。 Quality Tool & Die公司(位于賓西法尼亞州Meadville)主要為汽車谎替、醫(yī)療和電子行業(yè)的模具客戶提供各種塑料模、壓鑄模蹋辅、模具夾具和各種備件加工阅权。成立于1977年的Qual..
銑刀
機床
刀具
汽車
模具
閱讀全文
影響刀具切削速度的因素
影響切削條件的因素有:機床、工具挥疲、刀具及工件的剛性啸需;切削速度、切削深度饼贰、切削進給率斯智;工件精度及表面粗糙度;刀具預(yù)期壽命及最大生產(chǎn)率;切削液的種類附舌、冷卻方式渺纯;工件材料的硬度及熱處理狀況;工件數(shù)量漩判;機床的壽命备饭。 上述諸因素中以切削速度、切削深度摘沥、切削進給..
機床
刀具
閱讀全文
第二屆昆山國際機械模具交易會成功吸引各大刀具商
交易會吸引了包括歐美幼健、日韓、中國臺灣和中國香港等國家與地區(qū)國內(nèi)知名裝備業(yè)巨頭及相關(guān)企業(yè)300余家熊镣,設(shè)立標(biāo)準(zhǔn)展位800多個卑雁,展出產(chǎn)品涵蓋機床、數(shù)控刀具绪囱、五金工具等7大類测蹲。 2009年10月15~18日,第二屆昆山(陸家)國際機械模具交易會暨首屆江蘇省機械模具人才交流會..
機床
刀具
模具
機械
閱讀全文
對刀儀在數(shù)控車床上的應(yīng)用
對刀儀鬼吵,具有對刀和刀具補償?shù)墓δ芸奂祝饕傻都饨佑|傳感器、擺臂及驅(qū)動裝置等組成齿椅。 機床配備的對刀儀為雷尼紹的HPPA(高精度下拉式對刀儀)型對刀儀琉挖。HPPA型是一種簡單、手動操作的“拉下涣脚、推上“系統(tǒng)示辈,它是固定安裝在機床內(nèi),方便快速對刀的裝置遣蚀。HPPA提供了旋轉(zhuǎn)定位..
車床
機床
刀具
閱讀全文
我國航空發(fā)動機制造中的刀具應(yīng)用與發(fā)展趨勢
為了提高航空動力機械切削加工的生產(chǎn)效率矾麻,促進航空發(fā)動機整體制造技術(shù)提升,增強市場競爭力善答,近年來仁墅,國內(nèi)航空發(fā)動機制造企業(yè)非常重視先進切削刀具的推廣與應(yīng)用工作,并逐漸認(rèn)識到可轉(zhuǎn)位刀具及高效缤币、高性能切削刀具與傳統(tǒng)刀具相比希咒,有明顯的優(yōu)越性。推廣可轉(zhuǎn)位刀具及高..
刀具
航空
閱讀全文
汽車制造中的機床及刀具選擇與分析
在選擇哪種生產(chǎn)系統(tǒng)時微悬,整體壽命周期費用可以作為生產(chǎn)企業(yè)的重要依據(jù)顺良。在MAG動力總成公司的設(shè)備開發(fā)工作表上,創(chuàng)建了一個整體壽命周期費用計算模型沙诅,將產(chǎn)品的變化分為3大類:變化較少些栅、變化中等祥扒、變化較大。變化較少的一類只需對發(fā)動機上的附加孔進行重新配置至沸,以使其適..
機床
刀具
汽車
閱讀全文
超微細(xì)金剛石薄膜涂層刀具在鋁合金加工中的應(yīng)用
1 引言 近年來鼻蟆,為了減輕飛機、汽車零部件的重量盖扔,鋁合金的使用量逐年增加匀油。盡管加工鋁合金時比切削鋼材時的切削阻力小,但由于鋁合金比較軟勾笆,切削時刀具刃部容易發(fā)生粘刀現(xiàn)象敌蚜,從而影響被加工工件的表面粗糙度。為了增加鋁合金材料的強度窝爪,通常在鋁合金中加入大量硅元..
銑刀
刀具
汽車
閱讀全文
加工中心操作規(guī)范
(1)接通電源后弛车,應(yīng)注意不要忘掉在手動狀態(tài)下使機床運動部件回到X、Y蒲每、Z纷跛、和刀庫參考點。 (2)正式加工作業(yè)前應(yīng)單獨運行進行試切削邀杏,以檢查程序編制的正確性贫奠。 (3)不要用手接觸工作中的刀具和切下的鐵屑,鐵屑應(yīng)用毛刷或其它工具來清理望蜡。 (4)采用手動方式在主軸上..
加工中心
機床
刀具
閱讀全文
山高刀具業(yè)務(wù)重要舉措:任命亞太區(qū)新總裁
現(xiàn)年45歲的Pavel Hajman先生目前是山高的全球副總裁叮阅。Pavel Hajman先生于1990年開始供職于山高集團,曾在山高集團擔(dān)任不同的職位和領(lǐng)導(dǎo)職位泣特。Pavel Hajman先生精通瑞典、法國凡宅、英國谆威、波蘭、捷克等國語言钓闲。 作為山高集團業(yè)務(wù)領(lǐng)域的一個重要戰(zhàn)略舉措婉饼,Pavel Hajman先生被..
山高刀具
刀具
閱讀全文
降低刀具成本的若干途徑
涂層刀具對成本的影響 通過降低刀具磨損,刀具涂層可以延長刀具的使用壽命拉盘,從而贏回投資成本序敷。對刀具涂層價值的這種說法已經(jīng)得到了人們的理解。但是当糯,這種說法也不全面赋昔。許多加工廠在刀具方面的花費不夠高,因此無法僅在刀具壽命這一個方面來顯示涂層刀具的價值捧练。不過..
刀具
閱讀全文
首頁
上頁
148
149
150
151
152
153
154
155
156
157
158
159
160
161
162
163
164
165
166
167
168
169
170
171
172
173
174
175
176
177
178
179
180
181
182
183
184
185
186
187
188
189
190
191
192
193
194
195
196
197
198
199
200
201
202
下頁
未頁
山特維克可樂滿 官方網(wǎng)站
山特維克可樂滿 產(chǎn)品一覽
山特維克可樂滿 應(yīng)用案例
山高刀具 SECO 官方網(wǎng)站
山高刀具 SECO 產(chǎn)品一覽
山高刀具 SECO 應(yīng)用案例
株洲鉆石 官方網(wǎng)站
株洲鉆石 產(chǎn)品一覽
株洲鉆石 應(yīng)用案例
歐士機 OSG 官方網(wǎng)站
歐士機 OSG 產(chǎn)品一覽
歐士機 OSG 應(yīng)用案例
雄克 SCHUNK 官方網(wǎng)站
雄克 SCHUNK 產(chǎn)品一覽
雄克 SCHUNK 應(yīng)用案例
高耐大因 官方網(wǎng)站
高耐大因 產(chǎn)品一覽
釋放潛能 | 肯納金屬圓柱柄旋轉(zhuǎn)類刀具分享會回顧
山高刀具技術(shù)講堂 | 成本與效率之間亮绢,優(yōu)化切屑控制的5個方法
新華絲路:極氪入選"2024外國人喜愛的中國品牌"
Mazak直播預(yù)告 | FJV-35/60 L FMS柔性生產(chǎn)線
杭矗克斯康攜手青島工程職業(yè)學(xué)院共建“海克斯康技能認(rèn)證培訓(xùn)中心”
悍辏克斯康OCTAV HP入選工信部主辦高端儀器論壇首發(fā)產(chǎn)品
AI+影像測量溉潭,強強聯(lián)合讓檢測效率與精度雙提升
海克斯康榮獲首屆制造業(yè)智能化解決方案創(chuàng)新大賽二等獎及優(yōu)秀作品獎
大會日程 | 邀您共赴荷倨郏克斯康2024“世界計量日”主題大會
專題系列線上研討會 | 聚焦零部件表面精密加工整體解決方案喳瓣,推動新質(zhì)生產(chǎn)力的發(fā)展!
消費電子產(chǎn)業(yè)越來越“卷”赞别!制造商如何借數(shù)字化之力逆襲畏陕?
達(dá)諾巴特參加2024年斯圖加特磨削展
客戶優(yōu)享整機 | PMG-W20000交付案例 | 展廳現(xiàn)貨快速交付PMG-12000
達(dá)諾巴特戰(zhàn)略收購美國列車車輪維修公司Delta Wheel Truing Solutions
漲知識!切削液使用過程中常見問題及解決方案
百超激光上下料系統(tǒng)ByTrans Extended
海德漢全新TNC 7數(shù)控系統(tǒng)創(chuàng)新的功能
質(zhì)量管理 | 質(zhì)量大數(shù)據(jù)管理系統(tǒng)助力模具行業(yè)數(shù)字化轉(zhuǎn)型
生產(chǎn)制造 | 產(chǎn)品加工-郝惹欤克斯康工業(yè)軟件 EDGECAM 2024新功能增強之-五軸聯(lián)動加工
線下培訓(xùn) | 五月最后三場CAE免費培訓(xùn)蹭秋,速來報名!
設(shè)計仿真 | 直播預(yù)告-Actran 2024.1新功能介紹
直播預(yù)告-質(zhì)量難題怎么破堤撵?企業(yè)數(shù)字化轉(zhuǎn)型看這篇
Mazak活動預(yù)告 | DISCOVER 2024 自動化及綜合應(yīng)用展示會
API Radian激光跟蹤儀工業(yè)機器人標(biāo)定應(yīng)用紀(jì)實
極限挑戰(zhàn)| 雷尼紹FORTiS?封閉式光柵極端測試結(jié)果竟然是……
潤滑油抗泡劑選擇與注意事項
探索折彎新境界:薩瓦尼尼第二屆技術(shù)研討會帶你玩轉(zhuǎn)多邊折彎新高度仁讨!
邀請函 | 潤滑油品經(jīng)銷代理商年度重磅活動,6月上海國際潤滑油展邀您參與实昨!
樹立行業(yè)新標(biāo)桿洞豁,福斯中國高性能潤滑脂工廠正式投產(chǎn)
開啟報名| 2024 ANCA年度刀具大賽
Copyright © 1997-2024
mmsonline.com.cn
All rights reserved.
國際金屬加工網(wǎng)
版權(quán)所有
 刀具
刀具



")
")
")
")
")
")