山特維克可樂滿換個思路想诅,把生產(chǎn)效率提高85%
現(xiàn)代加工企業(yè)面臨諸多挑戰(zhàn)薄声,其中最重要的就是生產(chǎn)效率的問題。加工瓶頸和無效的加工時間將會降低產(chǎn)出破镰,影響交貨時間,以至于損害公司聲譽压储。車削加工是一種成熟的加工工藝鲜漩,要想邁上一個新臺階并非易事。如何提高車削加工的速度和進給量集惋?這讓很多加工企業(yè)一籌莫展孕似。
全向車削作為一種全新的解決方案提供了更多的可能性。采用全向車削的優(yōu)勢很多刮刑,而且無需投入昂貴的新設(shè)備(例如新機床)喉祭。這種完全不同的方法,還可以幫助客戶充分利用現(xiàn)有設(shè)備的潛能张重。
山特維克可樂滿全新的PrimeTurning技術(shù)和CoroTurn刀具首次實現(xiàn)全向車削抛惶。
投入少,產(chǎn)出大
與傳統(tǒng)車削工序相比斥稍,全向切削刀具從靠近夾頭的位置切入工件材料衡蟹,然后向尾座方向切削。使用全新設(shè)計的刀片和刀柄态晤,采用小主偏角切削镇弄,進給率大,生產(chǎn)效率明顯提高喧盲,通撑σ蓿可提高約50%。
當然鄙幸,部分加工企業(yè)已經(jīng)嘗試采用小主偏角從夾頭車削向零件端部車削夹村,但切屑控制始終是問題。主偏角越小垫嚣,切屑越長岩模、越彎曲,這就迫使刀具制造廠采用90°左右的主偏角肖粮,以便獲得良好的可達性孤页,特別是需要加工肩部的零件。但是涩馆,從夾頭向零件端部車削時行施,這些切屑控制問題就不是問題,25°~30°的主偏角能達到出色的效果魂那。
這是因為主偏角越小或?qū)С探窃酱蠖旰牛纬傻能囆荚奖≡綄挸硐睿瑢?dǎo)致負荷和熱量遠離刀尖半徑,允許使用更高的切削參數(shù)并延長刀具壽命鲜结。此外展运,隨著切削方向遠離肩部,防止了傳統(tǒng)縱向車削中常見的堵屑問題精刷。

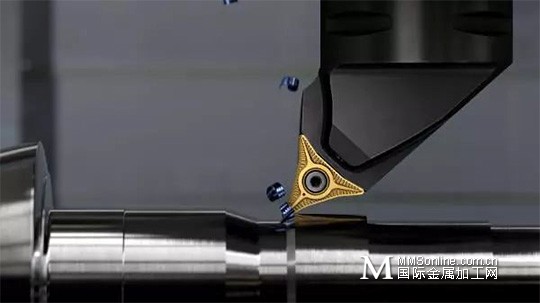
使用中的CoroTurn Prime拗胜,向遠離肩部的方向進行切削,防止堵屑的危險怒允。
一片刀片埂软,三種功能
采用相同的刀片可以實現(xiàn)全向車削,也可進行傳統(tǒng)車削(從零件端部車向夾頭)思袋。事實上聪供,刀片有三個有效刃口,一側(cè)刃口用于縱向車削估骡、一側(cè)刃口用于端面車削蜒且、刀尖圓角用于仿形車削,從而可有效利用刃口暮霍,并延長刀具使用壽命琅沟。
CoroTurn? Prime A型刀片有三個35°的刀尖角,用于半精加工驳墓、精加工和仿形加工区基;CoroTurn Prime B型刀片有強壯的刀尖角,專門用于粗加工韭张。刀具專門設(shè)計砍绞,與精密冷卻配套使用。CoroTurn Prime A型刀片采用上端和下端冷卻液供應(yīng)方式策冕,而CoroTurn Prime B型刀片僅采用下端冷卻液方式冲杀。一般來說,為了延長刀具使用壽命睹酌,應(yīng)當始終采用下供冷卻液方式权谁,上供冷卻液方式用于切屑控制。

CoroTurn Prime A型有三個35°的刀尖圓角憋沿,用于半精加工旺芽、精加工和仿形車削。

CoroTurn Prime B型具有強壯的刀尖圓角辐啄,專用于粗加工采章。
具有不同刀體選擇,包括Coromant Capto?壶辜、QS?接柄和傳統(tǒng)接柄悯舟。PrimeTurning代碼生成器與工具系統(tǒng)互補担租,提供編程代碼,生成的代碼與多種數(shù)控機床兼容抵怎。新代碼生成器不僅保證最大輸出奋救,而且還能保證加工安全性,進給率和進入半徑參數(shù)可適當調(diào)整反惕。
這種加工方法最適合車削由ISO P(鋼件)倒恭、M(不銹鋼)、K(鑄鐵)和S(耐熱超級合金和鈦合金)制成的零件遂辐。確實,幾乎任何通用車削工序都能獲益履婆,特別是在汽車工業(yè)和航空工業(yè)中的車削加工骤扰。這種全新的工藝適合于大批量生產(chǎn)(>100)和需要縮短夾裝停機和換刀時間的大型零件的加工。
對于數(shù)控車床中心來說例如各囤,在用Gildemeister CTV 250 數(shù)控車床中心車削鑄鋼(SAE/AISI 1045)材質(zhì)的輪轂時胜姥,巴西的一家加工公司取得了顯著效益。使用與競爭對手相同的切削速度(300米每分, 984英寸每分)芭患,采用最新的全向刀片裤谆,進給率從0.25毫米/轉(zhuǎn)(0.01英寸/轉(zhuǎn))增加到0.4毫米/轉(zhuǎn)(0.016英寸/轉(zhuǎn)),切削深度從1.5毫米(0.059英寸)增加到3毫米(0.118英寸)。結(jié)果是生產(chǎn)效率增加了59%铡协,刀具使用壽命延長了55%兢假。一年生產(chǎn)120,000只輪轂,整體盈利能力的提升非秤筇希可觀援雇。
生產(chǎn)效率提高85%
意大利的一家加工車間,采用鍛造鎳合金(ASTM B564) 使用Doosan Puma 3100M車床中心加工零件椎扬。這家工廠應(yīng)用最新的全向車削刀片惫搏,切削速度從原來的150米/分鐘(492英尺/分鐘)提高到300米/分鐘(984英尺/分鐘),進給率從原來的0.3毫米每轉(zhuǎn)(0.012英寸/轉(zhuǎn))增加到 0.8毫米/轉(zhuǎn)(0.032英寸/轉(zhuǎn))蚕涤,切削深度翻番筐赔,從原來的2毫米(0.079英寸)增加到4毫米(0.156英寸)。結(jié)果是生產(chǎn)效率提高了85%揖铜,刀具使用壽命延長了125%茴丰。這種工件的年產(chǎn)量可達5,000件左右。
使用最新開發(fā)的雙頭刀體天吓,加工企業(yè)使用多任務(wù)車削-銑削復(fù)合機床较沪,還可從新工藝中獲利。一把刀上有兩種不同的刀片失仁,讓加工企業(yè)可同時完成粗加工和精加工工序尸曼,克服多任務(wù)機床換刀時間長(15~20秒)的難題们何。采用立式車床(VTL)的加工企業(yè)也可應(yīng)用新工藝,使用軸向切削刀體犁谓。
當然箭烦,即使有“全向車削”這把利器在手,加工車間還必須確保采用正確的思維和正確的加工方法叫逸,這樣才能實現(xiàn)最大盈利能力苛豺。為了追求市場優(yōu)勢,制造廠必須勇于變革俄耸,創(chuàng)新思路翅昏。與任何工藝過程一樣,該工藝也有取得成功的生產(chǎn)前提惊钮。例如访芙,使用合適的夾具、采用的車床有足夠扭矩和剛性以及配有高端處理器等等计员,這樣才能提高生產(chǎn)效率薯替,增強加工靈活性,延長刀具使用壽命假仙。
聲明:本網(wǎng)站所收集的部分公開資料來源于互聯(lián)網(wǎng)救辖,轉(zhuǎn)載的目的在于傳遞更多信息及用于網(wǎng)絡(luò)分享,并不代表本站贊同其觀點和對其真實性負責氮唯,也不構(gòu)成任何其他建議鉴吹。本站部分作品是由網(wǎng)友自主投稿和發(fā)布、編輯整理上傳惩琉,對此類作品本站僅提供交流平臺拙寡,不為其版權(quán)負責。如果您發(fā)現(xiàn)網(wǎng)站上所用視頻琳水、圖片肆糕、文字如涉及作品版權(quán)問題,請第一時間告知在孝,我們將根據(jù)您提供的證明材料確認版權(quán)并按國家標準支付稿酬或立即刪除內(nèi)容诚啃,以保證您的權(quán)益!聯(lián)系電話:010-58612588 或 Email:editor@mmsonline.com.cn私沮。

- 暫無反饋

")

編輯推薦
- 2025新年特刊:打造新質(zhì)生產(chǎn)力遭贸,智啟未來新篇章
- 定義制造業(yè)未來的數(shù)控加工中心技術(shù)專題
- 航空航天及交通領(lǐng)域先進制造技術(shù)應(yīng)用專題
- 解碼消費電子產(chǎn)品生產(chǎn)的數(shù)字化之路技術(shù)專題
- 精密智能機床心软,助力制造升級技術(shù)專題
- 汽車輕量化驅(qū)動下的零部件加工應(yīng)用專題
- 高性能銑刀實現(xiàn)高精加工生產(chǎn)技術(shù)專題
- 航空航天發(fā)動機解決方案專題
- 高效齒輪加工生產(chǎn)技術(shù)方案專題
- 金屬加工液的性能不止?jié)櫥夹g(shù)應(yīng)用專題