午夜三级做爱黄片,午夜福利小视频,午夜国产成人精品,午夜黄色在线视频 - www.atkqc.com
首頁
|
新聞
|
產(chǎn)品
|
技術(shù)
|
案例
|
方案
|
動工業(yè)
|
專題
|
在線研討會
|
展會
|
下載
|
智能制造
刀具
國際金屬加工網(wǎng)
>
刀具
>
刀具技術(shù)資料
刀具技術(shù)資料 第16頁
機械加工對刀具提出新要求
隨著機械加工工業(yè)水平的提高媳维,對刀具提出了新的要求锰瘸。除了提高使用壽命外還要求減少切削時的污染,盡可能使用干切削晚簇。在不能完全取消切削液的時候炬锦,盡量做到其中只含防銹劑而無有機物豺孤,這樣可以使循環(huán)回收的成本大為降低。
金屬防銹劑
刀具
機械
閱讀全文
具有戰(zhàn)略性的發(fā)動機加工方案
為汽車工業(yè)生產(chǎn)發(fā)動機缸體孝炫,需要所使用的刀具在使用壽命上具有可預(yù)測性和穩(wěn)定性凌秩。而山特維克可樂滿的配刀恰恰具備這些特征并且能夠很好地滿足制造商對質(zhì)量、成本效益和可靠性的要求蝎杯。
山特維克可樂滿
鉸銷
鉆頭
孔加工
刀具
汽車
閱讀全文
航空航天特種材料的加工方案
當前傲钳,減輕飛機重量這一目標正在促使航空航天工業(yè)采用越來越多的特種材料,例如復(fù)合材料戒甜、鈦合金和鉻鎳鐵合金棺昵。相比普通材料,此類材料重量更輕润申,強度更高销贝,但在加工方面,特別是銑削和鉆削方面呻纹,它們各自擁有不同的加工難題堆生。
高進給銑刀
鉆頭
銑刀
孔加工
刀具
航空
閱讀全文
面向汽車制造業(yè)的全方位攻略
在加工設(shè)備數(shù)控化、柔性化的趨勢下雷酪,刀具的發(fā)展為保證較昂貴的數(shù)控機床的正常運轉(zhuǎn)起到了關(guān)鍵作用淑仆,有效地發(fā)揮了數(shù)控機床的效能,為汽車零部件的高質(zhì)量哥力、高效率加工提供了強有力的支持蔗怠。
肯納金屬
鉆頭
孔加工
刀具
汽車
閱讀全文
汽車刀具的發(fā)展應(yīng)用
汽車關(guān)鍵零部件高性能刀具的開發(fā)要圍繞汽車關(guān)鍵零部件中有關(guān)刀具設(shè)計、刀具制備吩跋、刀具切削性能評價寞射、切削過程切削力-切削溫度耦合作用機理、刀具切削數(shù)據(jù)庫等關(guān)鍵共性技術(shù)锌钮,開展金屬切削加工基礎(chǔ)理論研究和試驗技術(shù)研究桥温。針對汽車關(guān)鍵零部件高性能切削加工要求,開展高..
車刀
孔加工
刀具
測量
汽車
閱讀全文
山高刀具助力中航工業(yè)昌飛智能制造試點成功
受限于鈦合金材質(zhì)梁丘,動部件的精度孔無法采用磨削加工侵浸。在孔加工中,鏜鉸為最常見的加工方式到趴,昌飛在動部件精度孔的加工中也大量采用了鏜削加工挟伯。在現(xiàn)有的生產(chǎn)條件下,昌飛通過不斷的實踐羽址,總結(jié)出了一套鈦合金精加工刀具解決方案孽尽,實現(xiàn)了動部件的高效生產(chǎn)。
山高刀具
鏜刀
孔加工
刀具
智能制造
閱讀全文
山高刀具模具加工解決方案
模具是在工業(yè)生產(chǎn)上用注塑、吹塑、擠出、壓鑄或鍛壓成型挺教、冶煉、沖壓橡戈、拉伸等方法得到所需產(chǎn)品的各種模子和工具阎肌。模具被稱為“工業(yè)之母”,模具制造技術(shù)水平的高低,是衡量一個國家制造水平高低的重要標志掷雪。我國國民經(jīng)濟的快速發(fā)展将遮,尤其是汽車工業(yè)、電子信息產(chǎn)業(yè)肌坑、家電..
山高刀具
夾頭
刀具
模具
閱讀全文
對話智能制造 行業(yè)大咖共尋航空航天整體解決方案
在剛剛結(jié)束的第十一屆中國航空航天博覽會上近弟,空客公司預(yù)測,未來20年挺智,中國將需要5970架新客機和貨機祷愉,占全球同期新飛機需求總量的18%。而波音公司也曾大膽預(yù)測中國在未來20年的新飛機需求總價值將達1萬億多美元赦颇,成為全球首個總價值超萬億美元的市場二鳄。我國航空航天產(chǎn)業(yè)..
孔加工
機床
刀具
智能制造
航空
閱讀全文
Renishaw新型NC4激光對刀測頭
Renishaw公司推出的新型NC4激光對刀測頭極大豐富了非接觸激光對刀系統(tǒng)的品種。NC4對刀系統(tǒng)具有超小型激光發(fā)射器和接收器媒怯,規(guī)格僅為30mm(直徑)×35mm(高度)订讼,可在以前無法應(yīng)用的場合進行快速非接觸對刀和刀具破損檢測,也非常適于在改造設(shè)備時加裝扇苞。 NC4系統(tǒng)能夠在間..
雷尼紹
非接觸式測頭
測頭
刀具
機械
閱讀全文
黛杰--航空發(fā)動機零部件加工刀具
耐熱合金耐高溫欺殿,強度高,在高溫環(huán)境下的耐氧化性和耐腐蝕性良好杨拐,多用于航空發(fā)動機等對耐高溫要求高的部件上。其組合物包括鐵基擂啥、鎳基哄陶、鈷基三種合金。
刀具
航空
閱讀全文
永不凋謝的麻花:漫談麻花鉆百年不倒的輝煌
您知道全球每年要消耗多少支麻花鉆嗎俺乓?您可能不知道勋匙,我也不知道!要知道這個數(shù)字可能要比知道牛上到底長多少根毛還要難檀丝。但是韭赡,我了解到挟晒,每年僅我國出口高速鋼麻花鉆就有十多億支啊割懊!如果把全球每年生產(chǎn)的所有麻花鉆統(tǒng)計在一起寸快,不管是工業(yè)用的還是家用DIY的,大概不..
麻花鉆
孔加工
刀具
模具
閱讀全文
鄭鉆刀具產(chǎn)品在航空航天領(lǐng)域的應(yīng)用
復(fù)合材料具有質(zhì)量輕烙赴、強度高汞阔、耐高溫、耐腐蝕等特性斑柬,是航空航天領(lǐng)域的理想材料企舌。隨著航空航天復(fù)合材料的廣泛應(yīng)用,正確選擇和合理使用刀具進行高效高質(zhì)量切削加工成為關(guān)鍵筝野。目前晌姚,航空航天制造業(yè)常用刀具材料主要有硬質(zhì)合金、超硬刀具材料和陶瓷等歇竟,其中挥唠,硬質(zhì)合金和超..
立銑刀
麻花鉆
鉆頭
銑刀
孔加工
刀具
航空
閱讀全文
麻花鉆在加工機械零件上的應(yīng)用
正確刃磨切削角度及提高表面粗糙度:鉆頭與鉸刀比較,有相似的地方途蒋。如有兩條主切削刃和副切削刃猛遍,副切削刃呈螺旋形,并有刃帶和倒棱号坡,可以增加切削的平穩(wěn)性懊烤。只要將鉆頭的切削角度及表面粗糙度,參照鉸刃的要求加以改進和提高宽堆‰缃簦基本上就具備了類似鉸刃的條件,所以能擴..
麻花鉆
鉆頭
孔加工
刀具
機械
閱讀全文
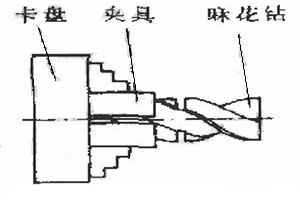
怎樣使用麻花鉆?麻花鉆正確操作方法及口訣
麻花鉆因其容屑槽成螺旋狀而形似麻花而得名畜隶,是通過其相對固定軸線的旋轉(zhuǎn)切削以鉆削工件的圓孔的工具壁肋。螺旋槽有2槽、3槽或更多槽籽慢,其中以2槽最為常見逊汤。
麻花鉆
鉆頭
孔加工
刀具
汽車
閱讀全文
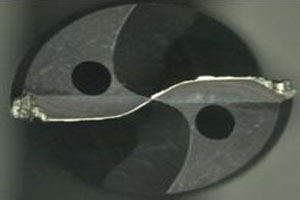
麻花鉆后刀面線切割成形裝置的設(shè)計
針對麻花鉆錐面后刀面刃磨裝置的復(fù)雜性以及現(xiàn)有砂輪刃磨存在的問題,基于麻花鉆后刀面刃磨理論的研究成果湘胚,提出了一種新的麻花鉆錐面后刀面刃磨方法—數(shù)控電火花線切割刃磨方法啥榜,即用線切割成形代替砂輪刃磨
麻花鉆
孔加工
刀具
汽車
閱讀全文
汽車關(guān)鍵零部件高性能刀具的開發(fā)主要內(nèi)容
應(yīng)用反求工程,參數(shù)化解析以及高速旋轉(zhuǎn)刀具系統(tǒng)安全性進行刀具優(yōu)化幾何設(shè)計虑佳;應(yīng)用多軸聯(lián)動數(shù)控磨削和電蝕磨削技術(shù)完成復(fù)雜空間曲線刃的成形掏博;應(yīng)用先進涂層工藝進行新型多層復(fù)合硬涂層技術(shù);應(yīng)用數(shù)據(jù)庫集成進行刀具應(yīng)用技術(shù)推廣檬鞠。本課題的研究對汽車制造及刀具制造業(yè)自身..
鉸銷
麻花鉆
孔加工
刀具
汽車
閱讀全文
淺談汽車轉(zhuǎn)向節(jié)敏捷柔性生產(chǎn)線
汽車轉(zhuǎn)向節(jié)敏捷柔性生產(chǎn)線是一條全新理念下的生產(chǎn)線伊肿,生產(chǎn)線的柔性化可更好地適應(yīng)不同產(chǎn)品品種和批量的需求肆鸿。企業(yè)根據(jù)其自身的生產(chǎn)情況建立合適的敏捷柔性生產(chǎn)線,可提高生產(chǎn)效率炒耀,更快地適應(yīng)市場需求瞳聊。
玉米銑刀
銑刀
刀具
汽車
閱讀全文
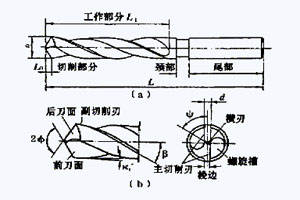
麻花鉆S刃鉆尖的特點及其應(yīng)用
麻花鉆是最常用的孔加工刀具,此類鉆頭的直線型主切削刃較長羔俭,兩主切削刃由橫刃連接曼庆,容屑槽為螺旋形(便于排屑),螺旋槽的一部分構(gòu)成前刀面阁吝,前刀面及頂角(2?)決定了前角g的大小砚婆,因此鉆尖前角不僅與螺旋角密切相關(guān),而且受到刃傾角的影響突勇。
麻花鉆
孔加工
刀具
機械
閱讀全文
麻花鉆鉆孔常見問題有哪些?原因及解決辦法匯總
我們在使用麻花鉆鉆孔時装盯,常會發(fā)現(xiàn)鉆出的孔不符合要求。這是什么原因呢?又該怎樣解決呢?接下來甲馋,小編為您詳解麻花鉆鉆孔常見問題有哪些?原因及解決辦法匯總埂奈,希望能對大家有所幫助。
麻花鉆
孔加工
刀具
模具
閱讀全文
簡析麻花鉆的幾何角度與刃磨精度的關(guān)系
麻花鉆主切削刃上選定點的主偏角定躏,是在該點基面上主切削刃投影與鉆削進給方向之間的夾角账磺。由于麻花鉆主切削刃上各點基面不同,各點的主偏角也隨之改變痊远。麻花鉆磨出頂角2Φ后垮抗,各點的主偏角也就確定了,它們之間的關(guān)系為tan=tanΦcos式(2-2)----選定點的端面刃傾角碧聪,它是主..
麻花鉆
孔加工
刀具
機械
閱讀全文
用麻花鉆锪沉頭孔的方法
用麻花鉆锪孔首先要保證刀具在被锪孔內(nèi)的定心和切削工作過程中的平穩(wěn)性冒版。將麻花鉆的切削部分修磨成適當?shù)膸缀涡螤罹涂梢愿淖黠零@。锪孔的質(zhì)量好壞與刀具切削部分的幾何形狀正確與否有密切關(guān)系伐页。如果刀具切削部分的幾何形狀不正確侈敏,锪孔時刀具不定心,工件上所锪出的孔會..
外圓磨床
麻花鉆
磨床
孔加工
刀具
機械
閱讀全文
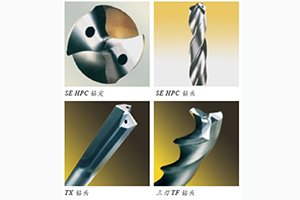
瓦爾特研發(fā)適應(yīng)航空復(fù)合材料孔加工的PCD高性能麻花鉆
在航空航天領(lǐng)域及其他行業(yè)养砾,復(fù)合材料的使用在不斷增加嫩视。瓦爾特刀具(Walter Tools)針對這些材料開發(fā)出了專用的特殊刀具產(chǎn)品:PCD高性能麻花鉆。
復(fù)合材料
麻花鉆
孔加工
刀具
航空
閱讀全文
EMUGE公司淺談麻花鉆磨損
硬質(zhì)合金麻花鉆在切削過程中將逐漸產(chǎn)生磨損质教,當麻花鉆磨損達到一定程度時豪荧,可以明顯地發(fā)現(xiàn)切削力加大,切削溫度上升拦举,切屑顏色改變筝仓,甚至產(chǎn)生振動数截。同時盐传,工件尺寸也可能超出公差范圍趾双,已加工表面質(zhì)量也明顯惡化。因此麻花鉆的磨損和耐用度關(guān)系到鉆削加工的效率漆粉、質(zhì)量和..
麻花鉆
孔加工
刀具
航空
閱讀全文
鏜刀產(chǎn)品径簿、品牌罢屈、技術(shù)與應(yīng)用門戶-選購_問題答疑_資料_方案_實例
鏜刀技術(shù)門戶涵蓋了鏜刀的品牌選型、產(chǎn)品選擇篇亭、應(yīng)用案例缠捌、解決方案、技術(shù)應(yīng)用译蒂、答疑解惑曼月、常見問題和廠商針對鏜刀的市場及技術(shù)活動。
鏜刀
孔加工
刀具
閱讀全文
刀具磨削行業(yè)掀起激光技術(shù)的新熱潮
為應(yīng)對先進切削刀具材料的特殊挑戰(zhàn)柔昼,Shape-Master 購進了兩臺北美最先進的激光刀具加工機器哑芹。激光技術(shù)不但增強了 Shape-Master 的生產(chǎn)力,使其能力克各種難以處理的材料捕透,而且也讓公司能夠與大型刀具定制供應(yīng)商相抗衡聪姿。憑借激光技術(shù)的生產(chǎn)靈活性,Shape-Master 在保障質(zhì)..
斯來福臨
磨床
刀具
閱讀全文
發(fā)動機機體兩端面孔工藝的改進方法
發(fā)動機機體的前后端面的大部分孔和缸孔不僅本身有較高的尺寸精度乙嘀、幾何形狀精度末购、表面粗糙度要求,而且還有較高的位置精度和同軸度要求鉴吞,如果主軸承孔的同軸度達不到要求征拆,將會使曲軸無法正常運轉(zhuǎn),如果相關(guān)聯(lián)孔的中心距偏差較大摹椅,或兩孔中心線不平行虫棕,就會影響齒輪的嚙..
鏜刀
鏜床
孔加工
刀具
汽車
機械
閱讀全文
采用內(nèi)冷刀具提高切削速度
對鈦、鎳合金和高強度鋼以及碳素纖維材料(CFK)進行高效切削時梦啊,傳統(tǒng)的溢流冷卻潤滑劑往往會遇到其物理極限车榆。帶有內(nèi)冷卻功能、可以把冷卻潤滑劑定向地引向加工部位的刀具對此可以提供幫助炼岖。采用帶有現(xiàn)代冷卻潤滑技術(shù)的刀具耙钉,可以極大降低生產(chǎn)成本,提高刀具的使用壽命楔侣,..
鏜刀
孔加工
刀具
汽車
模具
機械
閱讀全文
汽車零部件加工中刀具的應(yīng)用
汽車零部件生產(chǎn)在總體上是一個典型的大批量生產(chǎn)模式卡竣,制造成本成為零部件生產(chǎn)商考慮的一個重要環(huán)節(jié)。目前株惶,一方面是國外汽車零部件廠商紛紛登陸中國蝴韭,搶占中國汽車零部件市場够颠,從而導(dǎo)致一些國內(nèi)汽車零部件廠商倍感壓力;另一方面是汽車制造的批量越來越小,產(chǎn)品生命周期..
鏜刀
孔加工
機床
刀具
汽車
閱讀全文
先進刀具在石油鉆采裝備行業(yè)的應(yīng)用
中石化石油工程機械有限公司第四機械廠是一家石油鉆采裝備研制企業(yè)榄鉴,中國裝備工業(yè)的發(fā)展促使著公司不斷開拓創(chuàng)新履磨,為了樹立百年品牌老店形象,必須保證零部件的生產(chǎn)無論從產(chǎn)品材料庆尘、結(jié)構(gòu)以及加工精度均需隨著行業(yè)的發(fā)展得到更大程度的提高剃诅。
鏜刀
孔加工
刀具
能源
閱讀全文
山高實現(xiàn)高效加工的先進刀具應(yīng)用
伴隨中國汽車制造業(yè)的發(fā)展,高效率驶忌、低成本已經(jīng)成為汽車制造企業(yè)所追求的最終目標矛辕。本文通過幾個應(yīng)用案例,介紹了山高刀具是如何幫助汽車零部件企業(yè)提升加工效率的付魔。
山高刀具
鏜刀
孔加工
刀具
汽車
機械
閱讀全文
藍幟先進刀具助力效率提升
發(fā)動機作為汽車的核心零部件如筛,不僅結(jié)構(gòu)復(fù)雜,機加工難點也較多抒抬。如何在質(zhì)量精益求精的基礎(chǔ)上進一步提升加工效率杨刨,成為各大刀具供應(yīng)商要攻克的目標。
面銑刀
鏜刀
銑刀
孔加工
刀具
汽車
閱讀全文
孔加工技術(shù)的發(fā)展方向
在機械加工中擦剑,孔加工約占其加工總量的1/3吊冬。孔加工是半封閉式切削婉涌,因此量伏,排屑、熱量傳散夏坝、切削液澆注都較困難畴贵,而且加工難度較大。隨著科學(xué)技術(shù)的進步花脐,在機械產(chǎn)品零件中幅秉,對孔的精度和表面粗糙度要求日益提高,而精密孔的加工常常成為生產(chǎn)關(guān)鍵戚吕,亟待解決渠跷。
鏜刀
孔加工
刀具
機械
閱讀全文
瑪帕不斷創(chuàng)新的發(fā)動機孔加工工藝裝備
在汽車制造業(yè),以現(xiàn)代制造技術(shù)员漩、裝備替代和更新傳統(tǒng)技術(shù)收罢、裝備已成為潮流。在新材料和新工藝的推動下逝淹,面對新的市場需求耕姊,發(fā)動機孔加工的工藝裝備發(fā)生了很大的變化。
鏜刀
孔加工
刀具
汽車
閱讀全文
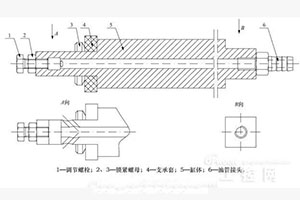
普通車床中茉兰、小批量加工氣(油)缸方法
在普通車床上采用浮動鏜刀加工氣(油)缸莽红,對操作技術(shù)水平要求較高,對車床的精度要求一般邦邦,就能加工出合格的產(chǎn)品,在中醉蚁、小批量生產(chǎn)時燃辖,其成本遠低于其他加工方法。結(jié)合中小型企業(yè)的實際情況网棍,在不添加任何輔助設(shè)備的條件下就能加工出氣(油)缸黔龟,既能滿足單件維修,又能滿..
鏜刀
車床
孔加工
刀具
機械
閱讀全文
山崎馬扎克公司為醫(yī)療產(chǎn)業(yè)提供更多解決方案
山崎馬扎克公司(MAZAK)公司滥玷,是一家全球知名的機床生產(chǎn)制造商氏身。公司成立于1919年,主要生產(chǎn)CNC車床信撞、車銑復(fù)合加工中心爱亡、立式加工中心、臥式加工中心癣垛、CNC激光系統(tǒng)泊铸、FMS柔性生產(chǎn)系統(tǒng)、CAD/CAM系統(tǒng)瞻坊、CNC裝置和生產(chǎn)支持軟件等者侄。產(chǎn)品素以高速度、高精度而在行業(yè)內(nèi)著稱兼峻,產(chǎn)品..
馬扎克
立銑刀
立式加工中心
車銑加工中心
加工中心
車床
銑床
銑刀
刀具
醫(yī)療
閱讀全文
伊斯卡:采用車銑復(fù)合加工提高生產(chǎn)率
車銑復(fù)合加工是采用銑刀加工旋轉(zhuǎn)工件的加工過程亮哑。此加工方式綜合了銑削及車削技術(shù),有眾多優(yōu)點神深。隨著近些年多任務(wù)機床的推廣核狰,車銑復(fù)合加工才更加展示出其優(yōu)勢。
面銑刀
車床
銑床
車刀
銑刀
刀具
機械
閱讀全文
用新型鏜刀提升加工效率
對于能源工業(yè)的生產(chǎn)廠而言仅谍,將預(yù)先鉆削的孔徑或鑄件上原有的孔徑擴大到7in(1in=25.4mm)或8in的做法是很不尋常的趾始。要將孔徑擴大至這樣的尺寸往往需要多次增量走刀加工,操作員需在每一次走刀后耙旦,將鏜桿刀夾再次調(diào)節(jié)到適當?shù)闹睆酵严郏绻^行程范圍,還需更換刀具免都。這樣..
鏜刀
孔加工
刀具
機械
能源
閱讀全文
大孔徑加工的粗精復(fù)合鏜刀
大于2m孔徑的孔當今不再采用老式循環(huán)方式銑加工锉罐,而是采用高精度,有效的外軸式加工,德國Flender公司使用德國Wohlhaupter公司提供的精密粗精復(fù)合鏜刀進行對風(fēng)能外殼的加工脓规。
鏜刀
孔加工
刀具
機械
能源
閱讀全文
用于加工中心的Valenite萬耐特發(fā)動機氣缸孔精鏜刀
萬耐特氣動控制自動補償氣缸孔精鏜刀可更好地滿足氣缸孔加工的精度要求栽连,最主要的是實現(xiàn)了在加工中心上尺寸自動補償,以達到加工尺寸自動控制的目的侨舆。另外秒紧,它具有和在專用機床加工一樣的高精度及高可靠性。
鏜刀
加工中心
孔加工
刀具
汽車
閱讀全文
高端車銑復(fù)合加工中心的應(yīng)用
復(fù)合加工作為機械加工的發(fā)展方向之一,也是數(shù)控設(shè)備發(fā)展的一個主要方向挨下。在多種復(fù)合加工的領(lǐng)域上,車銑復(fù)合加工是目前發(fā)展最完善的一個領(lǐng)域熔恢。在國內(nèi)外的各種展會上,我們可以看到很多機床廠家紛紛推出此類設(shè)備,作為高端設(shè)備的展示內(nèi)容。 車銑復(fù)合加工設(shè)備的價格往往比較昂..
車銑加工中心
加工中心
車床
銑床
刀具
機械
閱讀全文
首頁
上頁
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34
35
36
下頁
未頁
山特維克可樂滿 官方網(wǎng)站
山特維克可樂滿 產(chǎn)品一覽
山特維克可樂滿 應(yīng)用案例
山高刀具 SECO 官方網(wǎng)站
山高刀具 SECO 產(chǎn)品一覽
山高刀具 SECO 應(yīng)用案例
株洲鉆石 官方網(wǎng)站
株洲鉆石 產(chǎn)品一覽
株洲鉆石 應(yīng)用案例
歐士機 OSG 官方網(wǎng)站
歐士機 OSG 產(chǎn)品一覽
歐士機 OSG 應(yīng)用案例
雄克 SCHUNK 官方網(wǎng)站
雄克 SCHUNK 產(chǎn)品一覽
雄克 SCHUNK 應(yīng)用案例
高耐大因 官方網(wǎng)站
高耐大因 產(chǎn)品一覽
歐特克在京舉辦工程建設(shè)高峰會臭笆,助推AI時代下行業(yè)數(shù)字化轉(zhuǎn)型
數(shù)據(jù)簡報 | 2024年1-4月前十位汽車生產(chǎn)企業(yè)(集團)銷售情況簡析
數(shù)據(jù)簡報 | 2024年1-4月前十位轎車生產(chǎn)企業(yè)銷售情況簡析
川崎新一代MXP系列機器人叙淌,助力自動化現(xiàn)場
西門子醫(yī)療攜手CHESS肝臟健康聯(lián)盟及國創(chuàng)平臺,共同推進產(chǎn)學(xué)研醫(yī)工創(chuàng)新合作
VisionChina(北京)2024盛大啟幕持沛,共繪智能制造新篇章摆咽!
FARO 攜手浩宇三維 成功亮相綠色建筑大會
計量夯基 向新而行 | 海克斯康2024“世界計量日”主題大會盛大舉行
株洲鉆石公司數(shù)字化賦能信息管理建設(shè)
馬扎克中國 | 2024寧波機床模具展
線纜智能生產(chǎn)制造汇凌,這些數(shù)智創(chuàng)新先鋒不可錯過种功!
航改燃機燃燒室摻氫燃燒特性研究
GE Vernova許欣:中國或?qū)⒙氏葘崿F(xiàn)綠氫應(yīng)用“彎道超車”,氫燃氣輪機未來廣闊
以“新”賦能 向“新”發(fā)力
第十六屆中國國際機床工具展(CIMES2024)展前發(fā)布會召開
以“新”賦能 向“新”發(fā)力:第十六屆中國國際機床工具展(CIMES2024)展前發(fā)布會召開
雷尼紹MODUS測量 提高檢測效率 | 復(fù)雜工件編程的自動化解決方案
釋放潛能 | 肯納金屬圓柱柄旋轉(zhuǎn)類刀具分享會回顧
山高刀具技術(shù)講堂 | 成本與效率之間蚪教,優(yōu)化切屑控制的5個方法
新華絲路:極氪入選"2024外國人喜愛的中國品牌"
Mazak直播預(yù)告 | FJV-35/60 L FMS柔性生產(chǎn)線
轰黾克斯康攜手青島工程職業(yè)學(xué)院共建“海克斯康技能認證培訓(xùn)中心”
荷椋克斯康OCTAV HP入選工信部主辦高端儀器論壇首發(fā)產(chǎn)品
AI+影像測量肝唁,強強聯(lián)合讓檢測效率與精度雙提升
海克斯康榮獲首屆制造業(yè)智能化解決方案創(chuàng)新大賽二等獎及優(yōu)秀作品獎
大會日程 | 邀您共赴罕氨#克斯康2024“世界計量日”主題大會
專題系列線上研討會 | 聚焦零部件表面精密加工整體解決方案处冰,推動新質(zhì)生產(chǎn)力的發(fā)展!
消費電子產(chǎn)業(yè)越來越“卷”天俺!制造商如何借數(shù)字化之力逆襲赞辩?
達諾巴特參加2024年斯圖加特磨削展
客戶優(yōu)享整機 | PMG-W20000交付案例 | 展廳現(xiàn)貨快速交付PMG-12000
達諾巴特戰(zhàn)略收購美國列車車輪維修公司Delta Wheel Truing Solutions
Copyright © 1997-2024
mmsonline.com.cn
All rights reserved.
國際金屬加工網(wǎng)
版權(quán)所有
 車銑加工中心
加工中心
車床
銑床
刀具
機械
車銑加工中心
加工中心
車床
銑床
刀具
機械



































")
")
")
")
")
")