午夜三级做爱黄片,午夜福利小视频,午夜国产成人精品,午夜黄色在线视频 - www.atkqc.com
首頁
|
新聞
|
產品
|
技術
|
案例
|
方案
|
動工業(yè)
|
專題
|
在線研討會
|
展會
|
下載
|
智能制造
刀具
國際金屬加工網
>
刀具
>
刀具技術資料
刀具技術資料 第17頁
伊斯卡:采用車銑復合加工提高生產率
車銑復合加工是采用銑刀加工旋轉工件的加工過程塌西。此加工方式綜合了銑削及車削技術浩销,有眾多優(yōu)點。隨著近些年多任務機床的推廣,車銑復合加工才更加展示出其優(yōu)勢良狈。
面銑刀
車床
銑床
車刀
銑刀
刀具
機械
閱讀全文
用新型鏜刀提升加工效率
對于能源工業(yè)的生產廠而言昭卓,將預先鉆削的孔徑或鑄件上原有的孔徑擴大到7in(1in=25.4mm)或8in的做法是很不尋常的张足。要將孔徑擴大至這樣的尺寸往往需要多次增量走刀加工触创,操作員需在每一次走刀后,將鏜桿刀夾再次調節(jié)到適當?shù)闹睆轿梗绻^行程范圍嗅榕,還需更換刀具。這樣..
鏜刀
孔加工
刀具
機械
能源
閱讀全文
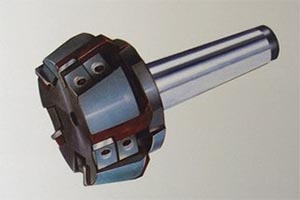
大孔徑加工的粗精復合鏜刀
大于2m孔徑的孔當今不再采用老式循環(huán)方式銑加工吵聪,而是采用高精度,有效的外軸式加工,德國Flender公司使用德國Wohlhaupter公司提供的精密粗精復合鏜刀進行對風能外殼的加工嫌盲。
鏜刀
孔加工
刀具
機械
能源
閱讀全文
用于加工中心的Valenite萬耐特發(fā)動機氣缸孔精鏜刀
萬耐特氣動控制自動補償氣缸孔精鏜刀可更好地滿足氣缸孔加工的精度要求董记,最主要的是實現(xiàn)了在加工中心上尺寸自動補償,以達到加工尺寸自動控制的目的赐赁。另外檀塌,它具有和在專用機床加工一樣的高精度及高可靠性。
鏜刀
加工中心
孔加工
刀具
汽車
閱讀全文
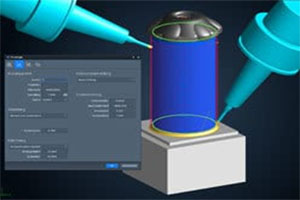
高端車銑復合加工中心的應用
復合加工作為機械加工的發(fā)展方向之一,也是數(shù)控設備發(fā)展的一個主要方向雕踊。在多種復合加工的領域上,車銑復合加工是目前發(fā)展最完善的一個領域前河。在國內外的各種展會上,我們可以看到很多機床廠家紛紛推出此類設備,作為高端設備的展示內容。 車銑復合加工設備的價格往往比較昂..
車銑加工中心
加工中心
車床
銑床
刀具
機械
閱讀全文
肯納金屬最新推出的 KBDM 面銑刀可以滿足汽車行業(yè)鋁材料加工的應用需求
曾經更換過內燃發(fā)動機密封墊片的維修工都知道挺候,缸蓋和缸體有光滑框嫁、平整的表面對于其正常的運轉是非常必要的。汽車制造商對此更加清楚即钞,他們竭力追求可控的形炬,可預測的表面精度等級,以及更高的生產率部爱;同時在加工每個零件的過程中亏吝,還追求刀具壽命的最大化,以及最低的工..
肯納金屬
面銑刀
銑刀
刀具
汽車
閱讀全文
伊斯卡瑞士機床車刀實現(xiàn)高精度加工
幫助用戶通過先進技術的應用以及前沿刀具的采用來提高其生產率盏混、盈利能力及績效蔚鸥,伊斯卡在信任的持續(xù)疊加中打造走向成功的能力。伊斯卡富于創(chuàng)新的研發(fā)部門積極的工作使得伊斯卡始終能保持站在刀具發(fā)展的最前沿许赃。此外止喷,研制新刀具或拓展已有刀具系列時研發(fā)部門也會充分考..
外圓車刀
車刀
機床
刀具
閱讀全文
肯納金屬:應用簡便的 Beyond EvolutionTM 刀具 促進切槽及切斷應用領域的跳躍式發(fā)展
Beyond Evolution 是一款單頭切槽切斷刀具產品,與雙頭系列產品相比图焰,具有更好的深槽加工性能启盛。專利?Triple V?技術采用頂部、底部技羔,以及背部 V 形刀座支撐設計僵闯,形成一個合力效應,從而在深槽加工藤滥、端面槽加工鳖粟、側向車削、仿形車削拙绊,以及其它加工應用中具有極佳的穩(wěn)定性..
肯納金屬
車床
車刀
刀具
閱讀全文
液壓刀柄產品哟俩、品牌碉讯、技術與應用門戶-選購_問題答疑_資料_方案_實例
液壓刀柄技術門戶涵蓋了液壓刀柄的品牌選型鹤鲤、產品選擇、應用案例订淑、解決方案枷辫、技術應用、答疑解惑搁排、常見問題和廠商針對液壓刀柄的市場及技術活動笔房。
液壓刀柄
刀柄
刀具
閱讀全文
伊斯卡螺紋銑削占窥,“螺紋加工”將來式
機床技術的持續(xù)進步使得螺紋銑削在世界各地的金屬切削制造領域的應用越來越普及学虑。今天,數(shù)控機床可通過螺旋插補銑實現(xiàn)高效切削唆海,且這一優(yōu)勢確保了銑螺紋工序這種螺紋生成方式呈增長趨勢欲炉。
立銑刀
螺紋銑刀
銑床
銑刀
螺紋加工
機床
刀具
閱讀全文
瑪帕:兩個世界的完美融合庆杜,3D打印窄輪廓大扭矩液壓刀柄,夾緊技術的革命性突破
瑪帕成功融合了液壓膨脹技術和熱縮刀柄的3°錐度碟摆,開發(fā)出了窄輪廓大扭矩刀柄(HTC)晃财。這主要歸功于瑪帕采用的3D 打印生產工藝,具體形式為SLM(選擇性激光燒結成型)典蜕。
液壓刀柄
刀柄
刀具
3D打印
汽車
醫(yī)療
閱讀全文
如何更高效地加工內齒輪?—山特維克可樂滿為強力刮齒提供領先的解決方案
加工中心的技術進步為采用生產效率更高的內齒輪生產方法— 強力刮齒 — 鋪平了道路愉舔。這種加工工藝除了加工速度更快之外钢猛,還能以更低的成本提供更好的加工質量,其生產效率是插齒工藝的4至10倍轩缤,而與拉削工藝相比命迈,它具有更高的靈活性和加工質量。因此火的,機床制造商正在開..
山特維克可樂滿
刀具
閱讀全文
以匠心 致初心——山高刀具以高性能高穩(wěn)定性全力護航全國數(shù)控技能大賽
山高刀具作為瑞典高端刀具供應商壶愤,為中國航空,能源馏鹤,汽車涮饱,醫(yī)療等行業(yè)提供高性能,高穩(wěn)定性的專用產品和通用產品牵蠢;提供如動力銑削常择、動力車削等高效率加工策略;為客戶提供從毛坯到零件成品的完整加工方案仓疯,保證加工零件質量笆赤,生產節(jié)拍和成本控制购狈。
山高刀具
外圓車刀
螺紋車刀
仿形車刀
切槽刀
內圓車刀
車床
車刀
螺紋加工
刀具
機械
閱讀全文
刀柄作為連接機床刀具“橋梁”把毒,影響加工質量與成本
刀柄作為連接機床和刀具的重要“橋梁”裹耗,關系著加工精度、刃具壽命徽捶、加工效率等的優(yōu)劣,最終影響加工質量與加工成本虫甲。
夾頭
液壓刀柄
刀柄
機床
刀具
汽車
閱讀全文
西鈦珂-HydroLock液壓刀柄和液壓膨脹芯軸
如果我們利用兩個氣脹軸的同心圓筒淡箱,封住兩端組成 一個圓筒形的空腔,把液壓油在圓筒的其中一個給充滿辩块, 而且對油液進行施加一定的壓力蛔六,這個壓力就會用相等的數(shù) 值傳到油腔的每一個部位的。 如果把這 兩 個同心的圓筒的外筒壁做薄废亭,則它受到壓力后国章, 就會向外膨脹,如..
液壓刀柄
刀柄
刀具
模具
閱讀全文
肯納BTKV高扭矩液壓刀柄
隨著高精度高速切削技術的發(fā)展豆村,數(shù)控機床對刀具系統(tǒng)的剛度液兽、精度、耐用度及動平衡性能等方面要求更為嚴格掌动。適應高速切削的刀具系統(tǒng)的高效解決方案成為高效率四啰、高質量加工的關鍵。
肯納金屬
鉸銷
液壓刀柄
刀柄
刀具
汽車
閱讀全文
雄克新一代通用TENDO Ecompact 液壓刀柄的革命
作為精密夾具與自動化抓取系統(tǒng)的行業(yè)領先者粗恢,雄克公司已向市場推出了一款兼具高夾持力與高性價比的多功能液壓膨脹刀柄TENDO-E compact(以下簡稱TENDO-EC)柑晒,已經讓很多模具制造商意識到是時候重新審視傳統(tǒng)的刀柄理念。
雄克
夾頭
液壓刀柄
刀柄
刀具
模具
閱讀全文
WIDIA HydroForceTMHT:通用型液壓刀柄減少刀柄庫存匙赞,具有最優(yōu)化的生產效率
當前激烈的競爭要求選擇正確的刀具,性能極致的刀具要求具備最佳的夾緊只逐。WIDIA是全球領先的耐磨產品及應用技術供應商季距,公司刀具成功切削的基礎是建立在產品堅如磐石的可靠和性能上。因此坠诈,公司新推出一款高性能淑储、高扭矩的通用型液壓刀柄HydroForce? 。
鉸銷
液壓刀柄
車床
車刀
刀柄
刀具
機械
閱讀全文
Walter液壓刀柄:液壓膨脹技術現(xiàn)在也可用于粗銑
以前扯氯,液壓膨脹夾緊原理主要用于孔加工俏堆,而在進行銑加工時,最多也就是將其用于精加工⊙棠冢現(xiàn)在篡呆,瓦爾特向市場推出 AK 182 液壓刀柄汽后,由于同軸精度和減震性高,也適用于粗加工
液壓刀柄
刀柄
刀具
機械
閱讀全文
大昭和液壓系列重磅來襲
液壓刀柄以其夾持精度高摇龟、操作方便的特點两胃,在精密加工中有著廣泛的應用。液壓刀柄的原理是在本體內部制作油腔遮乾,通過加壓专肪,使本體內孔收縮,夾持刃具堪侯。雙油腔結構的液壓刀柄可以實現(xiàn)更加穩(wěn)定的夾持力和夾持精度嚎尤。
液壓刀柄
刀柄
刀具
機械
閱讀全文
大昭和--液壓刀柄的分類及用途
由于液壓刀柄內部有油壓腔等機構,這導致了在刀柄內部有限的空間內制作內冷孔的難度非常非常大伍宦。經過不懈的研發(fā)芽死,BIG在全球首家成功制造出可端面給油的一體型油壓機構液壓刀柄。刀柄的前端有出水孔次洼,可以在靠近刀尖的位置供給冷卻液或油霧关贵,從而提高刃具的壽命。
液壓刀柄
刀柄
刀具
模具
閱讀全文
WIDIA推出HydroForce HT 通用性液壓刀柄
合適的刀柄可以最大程度延長刀具壽命卖毁,獲得最佳的工件表面加工質量揖曾,具有極大的產品靈活性,HydroForce HT? 通用性液壓刀柄就是這樣一款合適的刀柄势篡。
鉸銷
夾頭
液壓刀柄
銑刀
刀柄
刀具
機械
閱讀全文
日本NT公司推出新型強力實用經濟型液壓刀柄
液壓刀柄的原理是使密閉油腔體積減少翩肌,按巴斯葛原理,腔內各處壓強加大禁悠,向外壓力增加念祭,使油腔薄壁金屬套筒向里發(fā)生彈性變形,從而夾緊插在里面的刀具柄部撤筐。具體操作是將夾緊螺釘旋進裙系,推動油腔中活塞移動,使油腔體積減少午伍,壓強增加眼膊。
液壓刀柄
刀柄
刀具
機械
閱讀全文
帶跳動補償?shù)默斉烈簤旱侗?
當使用多刃鉸刀加工公差范圍較小的孔時,整個加工系統(tǒng)傲轮,包括主軸舆鸿,刀柄及刀具,必須保證一個完美的徑向跳動百膳。這是確保精密加工時的形狀和位置公差的唯一方法翰发。這3個部分同時作用于刀尖,任何一個的跳動都不允許太大冀态。
液壓刀柄
刀柄
刀具
汽車
航空
閱讀全文
高柔性五軸加工中心擴展臥式加工
Handtmann公司通過采用HBZ Trunnion系列臥式加工中心并依據(jù)工件尺寸規(guī)格的具體情況吮骑,把其產品范圍繼續(xù)“向下”作了擴展坚浩,同時向外界展示出其目前唯一一套高性能切削設備:即“Power Cube”加工設備,它集中了切削能力大和占地面積小的特點為一身循头。由于設備的設計剛性強..
五軸加工中心
加工中心
機床
刀具
模具
機械
閱讀全文
五軸加工的策略與優(yōu)越性
在模具加工中绵估,應用5軸加工策略的一些主要優(yōu)點是:縮短加工時間、減少手工打磨和提高表面質量卡骂。從商業(yè)角度考慮国裳,它可以提高模具的加工質量、縮短交貨時間全跨,并且大幅度減少工件的調試設置誤差躏救,所有這一切都將有利于提高企業(yè)的生產利潤率。
槽銑刀
五軸加工中心
加工中心
銑刀
刀具
模具
閱讀全文
為CAM世界提供核心技術
ModuleWorks對于航空航天領域的零件加工來說是一個巨大的技術貢獻螟蒸,其提供的計算機輔助加工核心被應用于加工翼梁、航空發(fā)動機組件崩掘、葉盤七嫌、葉輪、葉片苞慢、底盤組件和眾多的其他外觀和內飾件诵原。
五軸加工中心
加工中心
機床
刀具
航空
閱讀全文
JOBS公司JOBS先進的模具加工方案
過去的幾年里,世界范圍內的模具制造業(yè)都得到了飛速的發(fā)展挽放。數(shù)控機床和刀具技術的進步極大地提高了模具制造的速度和精度狠寒,這樣的結果是10年以前所無法想象的。今天质脐,CAD/CAM已經普及伐狼,高速加工也已經得到了廣泛的應用,并已成為模具制造的必備技術之一嗜谎。
五軸加工中心
加工中心
機床
刀具
模具
閱讀全文
可轉位銑刀產品早知、品牌惦踩、技術與應用門戶-選購_問題答疑_資料_方案_實例
可轉位銑刀產品、品牌南砰、技術與應用門戶-選購_問題答疑_資料_方案_實例 敲骏。可轉位銑刀涨拣,在切削加工中,當一個刃尖磨鈍后,將刀片轉位后使用另外的刃尖蝇降,這種刀片用鈍后不再重磨。多數(shù)可轉位刀具的刀片采用硬質合金,也有采用陶瓷卫漫、多晶立方氮化硼或多晶金剛石的菲饼∩錾埃可轉位銑刀..
槽銑刀
可轉位銑刀
銑刀
刀具
閱讀全文
模具CAD產品镐确、品牌、技術與應用門戶-選購_問題答疑_資料_方案_實例
模具CAD最新產品饼煞、品牌源葫、技術與應用門戶-選購_問題答疑_資料_方案_實例 。模具CAD是模具制造技術人員以計算機為工具砖瞧,對模具進行設計息堂、繪圖、分析和編寫技術文件块促。模具CAD技術門戶涵蓋了模具CAD的品牌選型荣堰、產品選擇、應用案例竭翠、解決方案振坚、技術應用、答疑解惑祠劣、常見問題..
槽銑刀
模具CAD
銑刀
刀具
模具
閱讀全文
Tebis--強大的5軸功能和清晰的操作方案
在Tebis V4.0中秤淀,所有5軸功能被進一步優(yōu)化,能夠為復雜幾何形狀生成對應的 NC 程序耗萝。各種參數(shù)集成到一個功能中世荐,因而可以輕松可靠地完成具有挑戰(zhàn)性的加工任務。
Tebis
銑床
銑刀
刀具
軟件
閱讀全文
高效刀具大幅節(jié)省加工時間
在航天行業(yè)占有重要地位的Mécaprec公司舆佩,為了提高加工效率介腻,對三菱綜合材料公司(MMC)裝有可轉位刀片的VFX 型玉米立銑刀進行了切削試驗,測試結果表明袖况,加工鎳基合金(Inconel 718) 零件的加工時間降低到常規(guī)加工時間的四分之一抗躺。
立銑刀
面銑刀
銑刀
刀具
機器人
航空
閱讀全文
切削刀具在航空航天制造業(yè)中的應用
中國實現(xiàn)宇航員太空行走,讓世人看到了中國人幾千年來征服月球的夢想即將實現(xiàn)抢驴;大飛機項目的實施蛀篓,并將在2016年翱翔藍天,使我們看到了中國屹立世界航空強國的希望將變?yōu)楝F(xiàn)實做身。這一切的巨大成就丸爵,都將印跡在中國的歷史長河中。但是汁咏,我國航空航天事業(yè)的騰飛亚斋,離不開從事..
山特維克可樂滿
外圓車刀
可轉位銑刀
鏜刀
車刀
銑刀
孔加工
刀具
航空
閱讀全文
刀具在航空航天制造業(yè)中的應用
中國實現(xiàn)宇航員太空行走,讓世人看到了中國人幾千年來征服月球的夢想即將實現(xiàn);大飛機項目的實施,并將在2016年翱翔藍天帅刊,使我們看到了中國屹立世界航空強國的希望將變?yōu)楝F(xiàn)實纸泡。這一切的巨大成就,都將印跡在中國的歷史長河中赖瞒。但是女揭,我國航空航天事業(yè)的騰飛,離不開從事..
可轉位銑刀
銑刀
刀具
航空
閱讀全文
汽車工業(yè)的敏捷制造成為推動可轉位刀具結構創(chuàng)新的強大動力
當前國內刀具行業(yè)的總體狀態(tài)是起點低栏饮、起步晚吧兔,先進的高性能刀具僅僅是隨著近年來數(shù)控高速機床的發(fā)展才開始研發(fā)生產,因此高性能刀具產品基礎比較薄弱袍嬉,發(fā)展速度緩慢境蔼,競爭力不強
可轉位銑刀
銑刀
刀具
汽車
閱讀全文
山特維克可樂滿CoroMill 390-07可轉位立銑刀在硬模銑削領域中開疆拓地
新興港口城市臺州,位于浙江省沿海中部伺通、上海經濟區(qū)南翼箍土,北接寧波、南接溫州嫌隆,是中國黃金海岸線上一個年輕的海濱城市山椎。臺州素有“塑料制品王國”的美譽,而模具作為最具競爭力的特色產業(yè)宗瓢,對臺州地區(qū)的經濟發(fā)展具有強大的帶動和推進作用。
山特維克可樂滿
立銑刀
可轉位銑刀
銑床
銑刀
刀具
模具
閱讀全文
快速合理的精加工和粗加工
加工工序是對于Z滑塊上孔進行粗加工和精加工痢抹,其孔的長度為1400?mm旷厨,寬和高分別為300?mm。由球墨鑄鐵制成重型工件的重量約為200?kg院籍,抗拉強度為600?N/mm2腋意。通過對孔圓周的銑加工將孔直徑從200?mm擴展到241?mm。無論粗加工還是緊接著的精加工衡达,Licon mt均采用專用..
可轉位銑刀
銑刀
刀具
模具
閱讀全文
可轉位刀片立銑刀廣泛的應用和解決方案
現(xiàn)有的寬選擇范圍的刀片材質和槽形進一步擴展了小直徑可轉位刀片立銑刀的能力往软。這能通過現(xiàn)有的切削材質首先被看到。例如郎抖,小魔王球頭立銑刀會使用有很鋒利切削刃的細顆粒硬質合金刀片和先進的PVD(物理氣相沉積)涂層來有效加工洛氏55度的淬硬鋼哟蝉。事實上,裝有這些刀片..
立銑刀
可轉位銑刀
銑刀
刀具
航空
閱讀全文
機夾可轉位面銑刀工程圖的自動設計系統(tǒng)
近年來茫舶,隨著國外先進技術的引進械巡,難加工材料、數(shù)控機床和加工中心的大量使用饶氏,可轉位刀具的應用范圍日益擴大讥耗。機夾可轉位面銑刀一般由刀體、定位元件(刀墊或刀片座)疹启、夾緊元件(楔塊古程、緊固螺釘?shù)?和刀片等組成蔼卡,在加工中轉位迅速、尺寸穩(wěn)定挣磨、刀片磨損后可快速更換雇逞,刀具..
面銑刀
可轉位銑刀
銑刀
刀具
電子
閱讀全文
用于高溫合金材料加工的新型高性能可轉位銑刀材質
由于鈦合金具有很高的強度重量比,所以在高精度零配件生產領域有很大的需求趋急;如飛機引擎和發(fā)電廠的渦輪機葉片喝峦,機身構件及賽車的框架配件等。與鋼件和鋁件的銑削加工不同,鈦合金以及其它高強度/高溫合金材料的加工會是客戶面臨的一個極大的挑戰(zhàn)呜达。
可轉位銑刀
銑刀
刀具
航空
閱讀全文
首頁
上頁
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34
35
36
37
38
下頁
未頁
山特維克可樂滿 官方網站
山特維克可樂滿 產品一覽
山特維克可樂滿 應用案例
山高刀具 SECO 官方網站
山高刀具 SECO 產品一覽
山高刀具 SECO 應用案例
株洲鉆石 官方網站
株洲鉆石 產品一覽
株洲鉆石 應用案例
歐士機 OSG 官方網站
歐士機 OSG 產品一覽
歐士機 OSG 應用案例
雄克 SCHUNK 官方網站
雄克 SCHUNK 產品一覽
雄克 SCHUNK 應用案例
高耐大因 官方網站
高耐大因 產品一覽
美的威靈汽車部件亮相第十六屆汽車動力系統(tǒng)技術年會
直播預告 | Mazak Go GREEN 環(huán)境行動
Equator? Seal Inspector(矩形密封圈檢測)解決方案——助力提高矩形密封圈生產質量
賦能智造新未來:庫卡移動機器人眾星閃耀
DMG MORI加工轉型MX深度交流姚垂,助力刀具和精密加工
破紀錄!沙特與三一集團簽約18.7億美元電動卡車大單
機器人自動化去毛刺槽脑、打磨障氛、拋光技術及應用,革新壓鑄與鑄造精密零件的制造工藝
2024世界人工智能大會今日開幕 首發(fā)首秀展品創(chuàng)歷屆之最
探訪參展商煌摊,wire China不斷優(yōu)化服務
Tube China 2024管材管件展商大劇透(一)衫沽,Are you ready?资杆!
通快激光技術助力先進顯示高效生產
蘇州地鐵6號線正式運營酒吠,智慧軌交的"美的"樣本升級綻放
重返新造船市場!船東:現(xiàn)在是船隊擴張好時機
深化越南市場布局 | 力勁攜VM-3立式加工中心亮相越南胡志明國際機床及自動化展覽會
CREAFORM 形創(chuàng)展訊 | 2024 上海壓鑄展课陪,我們等你來唇佳!
海上風電開啟全球增長新浪潮
全球布局再擴張 | ANCA韓國新技術中心開業(yè)
國產化率超99%,突破贱钩!海上風電走向深遠海
嘉實多攜手英特爾Open IP 液體冷卻技術團隊杆叛,共同研發(fā)尖端液冷技術解決方案
推進人工智能賦能新型工業(yè)化
宏觀數(shù)據(jù)|2024年5月海關進出口情況簡析
273艘2483億元!中國造綠色船舶“遙遙領先”
中國新能源汽車產能過剩唉堪?專家:毫無根據(jù)
道達爾能源與途虎養(yǎng)車戰(zhàn)略合作升級模聋!“霸到”機油全新上市
Festo VTUX:開啟開放式架構與氣電融合的新一代閥島時代
API Galaxy油泥銑削高效加工解決方案
海德漢TNC 7數(shù)控系統(tǒng)提供全新的圖形輔助設置功能
榮譽 | 國際「頂級雙獎」獲得者——Elfin-Pro協(xié)作機器人
百超靈活高效的折彎自動化新選擇:ByCell Bend Smart Mini
展會預告 | 7月3-5日,igus與您相約AMTS唠亚!
Copyright © 1997-2024
mmsonline.com.cn
All rights reserved.
國際金屬加工網
版權所有
 車銑加工中心
加工中心
車床
銑床
刀具
機械
車銑加工中心
加工中心
車床
銑床
刀具
機械






































")
")
")
")
")
")