午夜三级做爱黄片,午夜福利小视频,午夜国产成人精品,午夜黄色在线视频 - www.atkqc.com
首頁
|
新聞
|
產(chǎn)品
|
技術(shù)
|
案例
|
方案
|
動工業(yè)
|
專題
|
在線研討會
|
展會
|
下載
|
智能制造
國際金屬加工網(wǎng)
>
最新資料
最新資料 第2573頁
熱作模具鋼的評估及選用
隨著高效慌闭、高速拓型、高強度畦瞒、大噸位的機(jī)械化荸脂、自動化加工成形設(shè)備的發(fā)展以及熱鍛模怨级、熱擠壓模、熱鐓模着还、壓鑄模等復(fù)雜工藝的廣泛應(yīng)用愤惰,對模具的強度、沖擊韌度锨推、紅硬性和耐磨性铅歼,提出了更高的要求。目前换可,采用一般的熱作模具鋼及普通的熱處理工藝已不能滿足生產(chǎn)的需求椎椰,尤其..
模具
閱讀全文
CemeCon在模具行業(yè)的解決方案
團(tuán)結(jié)協(xié)助的專家團(tuán)隊 創(chuàng)造高質(zhì)量的服務(wù) “昨天的創(chuàng)新就是今天的標(biāo)準(zhǔn)”,這句話也同樣適用于涂層領(lǐng)域≌傣現(xiàn)在慨飘,僅幾微米的涂層厚度就可以決定刀具的高性能。越來越多的用戶發(fā)現(xiàn)译荞,標(biāo)準(zhǔn)涂層并不能與大多數(shù)的生產(chǎn)加工進(jìn)行完美的匹配-只有“量身定制”的設(shè)備才能帶來完美的效果..
模具
閱讀全文
我國模具標(biāo)準(zhǔn)件工業(yè)將向三大方向發(fā)展
我國模具產(chǎn)品日趨大型化瓤的,而且精度將越來越高。10年前吞歼,精密模具的精度一般為5μm圈膏,現(xiàn)在已達(dá)2~3μm塔猾。 不久,1μm精度的模具將上市稽坤。隨著零件微型化及精度要求的提高永炭,有些模具的加工精度公差就要求在1μm以下,這就要求發(fā)展超精加工我國模具行業(yè)要進(jìn)一步發(fā)展多功能復(fù)合模具..
模具
閱讀全文
船舶工業(yè)基礎(chǔ)裝備需求分析
根據(jù)中國機(jī)床工具工業(yè)協(xié)會的調(diào)研報告土嚼,船舶工業(yè)需要的基礎(chǔ)裝備主要有船體加工沒備魏桅、焊接設(shè)備、涂裝設(shè)備处淘、機(jī)加工設(shè)備和檢測設(shè)備睡硫。 船體加工多為專用沒備:如卷邊設(shè)備挣堪、校平設(shè)備栈眉、壓力機(jī)、折邊機(jī)豁惨、型鋼彎曲機(jī)榛架、剪板機(jī)、刨邊機(jī)烂辟、光電跟蹤切割機(jī)唤鳍、數(shù)控切割機(jī)、拋丸除銹設(shè)備..
立式車床
車床
船舶
閱讀全文
山高的全新孔加工理念
山高刀具公司推出了一種包括鉆削哨叙、鉸削和鏜削在內(nèi)的完整的孔加工理念恕刘。依靠山高在這三方面的高質(zhì)量刀具和技術(shù)訣竅,該理念可滿足0.3~2155mm的孔加工需求抒倚。 多年來褐着,山高一直在挑戰(zhàn)孔加工應(yīng)用技術(shù),并尋求能更好地滿足客戶需求的方法托呕。不論是需要長且可預(yù)測的刀具壽命的..
山高刀具
鉸銷
鉆床
孔加工
刀具
閱讀全文
寶馬計劃在加州推出500輛電動MINI車
在美國含蓉,寶馬的MINI品牌已經(jīng)推出了一些非常經(jīng)濟(jì)的車型,目前有消息稱项郊,這款小型車還將成為一款零排放的汽車馅扣,至少在加利福尼亞。寶馬計劃在加利福尼亞出租490輛MINI汽車着降,而另外的10輛車將用于各種展示宣傳差油。 零排放的MINI將會采用帶有黃色的銀色車頂,這將使得它非常的..
汽車
閱讀全文
下游行業(yè)產(chǎn)銷兩旺 機(jī)床發(fā)展仍處景氣周期
據(jù)統(tǒng)計任洞,1-4月金屬加工產(chǎn)品進(jìn)出口貿(mào)易仍然保持較快增長厌殉,進(jìn)出口貿(mào)易總額同比增長14%。1-4月總計出口931臺侈咕,出口創(chuàng)匯同比增長94%选浅。進(jìn)口數(shù)量為31031臺屏酌,同比減少2.90%。 1-4月金屬切削機(jī)床行業(yè)累計產(chǎn)量20.52萬臺尚技,同比增速為15.20%予问;數(shù)控金切機(jī)床累計產(chǎn)量40824臺,同比增..
機(jī)床
閱讀全文
與國際刀具相比 我們的差距在哪
據(jù)專家分析潭耙,我國的差距是階段性的涕笛。主要表現(xiàn)在,制造業(yè)仍以低端制造業(yè)為主都宅,產(chǎn)品附加值不高列汽,僅為26.23%。作為出口大國的我國愧橄,出口物品主要是勞動密集型產(chǎn)品喳律,技術(shù)含量低。與此同時瘪期,我國制造業(yè)的能耗卻高出國際發(fā)達(dá)水平20%到30%赤朽。 進(jìn)入新世紀(jì)以來,隨著發(fā)達(dá)國家的制..
機(jī)床
刀具
閱讀全文
數(shù)控車床操作
1. 手工編程操作 將編制的加工程序輸入 數(shù)控系統(tǒng) 昆码,具體的操作方法是:先通過機(jī)械操作面板啟動 數(shù)控機(jī)床 气忠,接著由CRT/MDI面板輸入加工程序,然后運行加工程序赋咽。 1)啟動數(shù)控機(jī)床操作 ① 機(jī)床啟動按鈕ON ② 程序鎖定按鈕OFF 2)編輯操作 ① 選擇MDI方式或EDIT方式 ② 按..
數(shù)控系統(tǒng)
車床
機(jī)床
機(jī)械
閱讀全文
品牌帶動產(chǎn)業(yè)成鏈 龍巖打造百億機(jī)械產(chǎn)業(yè)
近日旧噪,在龍巖新羅區(qū)龍州工業(yè)園區(qū)內(nèi)中國龍工鑄鍛項目建設(shè)工地上看到,嶄新的廠房正在一片山坡地上崛起脓匿,這里淘钟,將成為亞洲最大的精密鑄件生產(chǎn)基地∫嘞猓總投資15億元的中國龍工鑄鍛項目日月,投產(chǎn)后將年產(chǎn)精密鑄鍛件25萬噸,年產(chǎn)值20億元以上缤骨。 而在不久前爱咬,總投資25億元的中國龍..
機(jī)械
電子
閱讀全文
發(fā)動機(jī)加速本土化 國產(chǎn)汽車上演“攻心戰(zhàn)”
從上世紀(jì)80年代中國汽車依靠著4條輪胎與1臺汽車收音機(jī)與海外引進(jìn)的汽車配套開始,如今越來越多的汽車零部件已經(jīng)能夠在中國國內(nèi)制造绊起,不過令業(yè)內(nèi)外人士耿耿于懷的是制造汽車的最核心的部分——發(fā)動機(jī)與變速器技術(shù)精拟,長期以來一直沒有被國內(nèi)汽車制造廠商所掌握,因此屢屢出..
汽車
閱讀全文
我國1月至5月份機(jī)床進(jìn)口量同比下降了3%
海關(guān)統(tǒng)計數(shù)據(jù)顯示箩晦,2008年1-5月中國累計進(jìn)口金屬加工機(jī)床(以下簡稱機(jī)床)3.9萬臺甫蹄,同比下降3%,價值29.6億美元,增長9.3%缚粮。其中5月份當(dāng)月進(jìn)口8,393臺漫介,價值6.6億美元,分別下降2.9%和增長23.3%囊叛。 中國1-5月以外商投資企業(yè)作為投資進(jìn)口的設(shè)備赏碑、物品方式進(jìn)口機(jī)床1.8萬臺,..
加工中心
機(jī)床
閱讀全文
神七升空三變化 航天員飛行乘組已確定
中國神舟七號載人飛船計劃今年10月?lián)駲C(jī)發(fā)射学蟀。神舟七號飛船總設(shè)計師張柏楠說射愧,和“神六”相比,“神七”最大的變化有三:一是執(zhí)行航天員出艙活動户虐;二是飛船滿載卓俱,三名航天員最長飛行五天;三是飛行期間要進(jìn)行一些衛(wèi)星通訊的新技術(shù)試驗紊荞。 軌道艙里將新添氣閘艙 神舟七號作..
航空
軌道
閱讀全文
康耐視將車載視覺業(yè)務(wù)出售給日本Takata
汽車電子網(wǎng) 美國康耐視公司近日將其車道越位提醒(lane-departure-warning,LDW)業(yè)務(wù)出售給了日本TKHoldings(TakataCorporationGroup),后者一家位于日本東京的汽車安全系統(tǒng)供應(yīng)商庶艾。根據(jù)協(xié)議,Takata花費315萬美元現(xiàn)金收購了康耐視LDW部門的所有資產(chǎn)。 2006年康耐視收購Assi..
閱讀全文
西門子SIMATIC T-CPU運動控制器在高速鋪網(wǎng)機(jī)應(yīng)用
摘要: 交叉鋪網(wǎng)機(jī)是無紡布生產(chǎn)過程中的關(guān)鍵設(shè)備解阅,它直接影響到整個生產(chǎn)過程的生產(chǎn)效率落竹。鋪網(wǎng)過程的上下小車電機(jī)泌霍、前簾電機(jī)货抄、后簾電機(jī)和底簾電機(jī)的運動關(guān)系復(fù)雜,特別是換向過程的各電機(jī)加減速過程算法運算量大朱转。為實現(xiàn)運動部件的高速平穩(wěn)控制蟹地,除要求運動部件運動慣量..
閱讀全文
沈陽機(jī)床轉(zhuǎn)身:從改制遇阻到技術(shù)為王
“通過新一輪技術(shù)創(chuàng)新,我們正在國際機(jī)床市場上爭奪更多話語權(quán)藤为;但是關(guān)于改制與引進(jìn)外資怪与,我不想談太多∶迮保” 跟隨典型國企采訪團(tuán)前往沈陽機(jī)床總部分别,其新任董事長關(guān)錫友談及整體改制時感慨萬千,“今年的核心戰(zhàn)略是擴(kuò)張高端數(shù)控機(jī)床存淫,產(chǎn)權(quán)改制尚未提上日程耘斩。” 據(jù)介紹游隅,6..
機(jī)床
閱讀全文
鉸削試驗研究和鉸刀優(yōu)化應(yīng)用
由于我國經(jīng)濟(jì)的高速增長圈喻,工業(yè)用電量持續(xù)上升, 因此電站成套設(shè)備制造行業(yè)生產(chǎn)任務(wù)大幅增加腊的,使得原有的一些機(jī)械加工方法無法滿足生產(chǎn)的需要爸见,其中鉸孔加工尤為突出。鉸孔加工以往使用高速鋼鉸刀敷裁,加工時間長应攘,刀具消耗量大言刨,生產(chǎn)效率低,采用硬質(zhì)合金鉸刀是有效的解決..
鉸銷
孔加工
刀具
閱讀全文
圓角銑削工藝的研究應(yīng)用
圓周銑削是通過銑刀的圓周進(jìn)給運動制造圓柱形表面的一種銑削工藝轧翘,近幾年來粤唤,由于加工中心和刀具制造技術(shù)的進(jìn)步,推動了這種銑削工藝的發(fā)展和廣泛應(yīng)用搁鞭。 目前预锅,利用這種圓周銑削原理,已廣泛用于銑孔恢恼、銑內(nèi)(外)槽 民傻、銑螺紋、倒角场斑、銑環(huán)形端面和銑沉孔等多種不同的加工..
立銑刀
加工中心
銑床
銑刀
刀具
閱讀全文
Airbus A350-XWB應(yīng)用SAMTECH CAESAM架構(gòu)平臺
近日,歐洲專業(yè)的CAE解決方案供應(yīng)商及計算機(jī)輔助工程軟件開發(fā)商SAMTECH公司宣布,Airbus將推行的跨國結(jié)構(gòu)分析環(huán)境ISAMI漓踢。ISAMI是由一系列用于協(xié)調(diào)校準(zhǔn)的工具構(gòu)成的,這些工具由Airbus專門的方法團(tuán)隊進(jìn)行開發(fā)和篩選,然后將其嵌入到C?SAM ――CAE企業(yè)級綜合架構(gòu)平臺中。新的I..
閱讀全文
全國鑄機(jī)標(biāo)委會金屬熱成型分技委會成立
2008年6月14日-17日,全國鑄造機(jī)械標(biāo)準(zhǔn)化技術(shù)委員會金屬熱成型分技術(shù)委員會成立大會及第一次工作會議在上海成功舉行漏隐。根據(jù)標(biāo)委辦綜合[2008]26號文件關(guān)于成立全國鑄造機(jī)械標(biāo)準(zhǔn)化技術(shù)委員會金屬熱成型分技術(shù)委員會的批復(fù)喧半。大會應(yīng)到委員52名,由于工作時間沖突、出國或身體原..
閱讀全文
上海熱處理廠重載齒輪滲碳淬火獲高新技術(shù)成果轉(zhuǎn)化認(rèn)定
我國超硬材料行業(yè)是一個新生正不斷壯大的行業(yè),經(jīng)過40多年的發(fā)展,從無到有,從小到大,現(xiàn)在我國已成為金剛石生產(chǎn)大國,正在逐步邁向強國青责。前幾年大壓機(jī)的發(fā)展,金剛石產(chǎn)量過多,價格下滑挺据。經(jīng)過近幾年的調(diào)整、洗牌脖隶、淘汰,已步入健康穩(wěn)定的發(fā)展軌道扁耐。 近幾年金剛石制品和硬質(zhì)合..
閱讀全文
中國國產(chǎn)刀具企業(yè)高速發(fā)展需面對的難題
中國的刀具企業(yè)和先進(jìn)的跨國刀具企業(yè)相比,從資金、技術(shù)产阱、裝備和管理水平等方面都存在很大的差距,似乎找不到什么優(yōu)勢婉称。但是我認(rèn)為,至少有兩大優(yōu)勢是中國刀具工業(yè)發(fā)展的寶貴條件。那就是:自然資源和人力資源构蹬。 可惜這兩種資源都沒有被很好利用和把握,喪失了很多發(fā)展機(jī)遇甩幔。..
刀具
閱讀全文
外圓表面的加工方法和加工方案
外圓表面是軸類零件的主要表面,因此要能合理地制訂軸類零件的機(jī)械加工工藝規(guī)程,首先應(yīng)了解外圓表面的各種加工方法和加工方案。本章主要介紹常用的幾種外圓加工方法和常用的外圓加工方案。 一、外圓表面的車削加工 根據(jù)毛坯的制造精度和工件最終加工要求,外圓車削一般可..
閱讀全文
UC3637在焊接送絲系統(tǒng)中的應(yīng)用
介紹了電機(jī)控制專用集成電路UC3637的工作原理,特點及應(yīng)用淮晓。同時給出了焊接中作為可逆送絲的具體電路。 UC3637(2637,1637)芯片是美國Unitrode公司開發(fā)的用于單向或雙向PWM調(diào)速的電機(jī)控制芯片[1]反狞。當(dāng)其用于代替?zhèn)鹘y(tǒng)的驅(qū)動控制器時,具有使用元件少、成本低讽噪、高效等一系列..
閱讀全文
光纖端面處理熔接對光纖激光器功率的影響
本文分類介紹了各種光纖損耗產(chǎn)生的原因,通過實驗驗證了光纖端面質(zhì)量對光纖激光器輸出功率的影響,研究了光纖端面處理工藝流程,分析了光纖端面的切割和研磨方法,對光纖熔接過程提出了具體要求,為同類激光器的研制提供了參考依據(jù)跳清。 1、前言 光纖是圓柱形介質(zhì)波導(dǎo)由纖芯、包..
閱讀全文
法如科技公司的總裁榮獲年度企業(yè)家技術(shù)獎項
2008年6月6日,世界頂級生產(chǎn)制造計算機(jī)輔助便攜式測量軟硬件的FARO法如科技公司的總裁Jay Freeland,榮獲Ernst & Young, 安永2008年度弗羅里達(dá)州企業(yè)家技術(shù)類獎項客止。 Freeland 在2004年10月任職作法如的總經(jīng)理和COO,并在2006年2月提升為副總裁,并且同年12月份晉升為總裁痹橙。..
FARO
閱讀全文
中國一重打造世界最大鑄鍛件生產(chǎn)基地
為滿足國內(nèi)對大型鑄鍛件的需求,改變中國在該領(lǐng)域長期依賴國外供應(yīng)的局面,中國第一重型機(jī)械集團(tuán)公司已投資23億元人民幣著手建設(shè)世界一流的鑄鍛件生產(chǎn)基地。預(yù)計到2010年,中國一重將年產(chǎn)鍛鑄鋼件6萬噸至7萬噸,成為世界最大的鑄鍛件生產(chǎn)基地巾甲。 據(jù)了解,目前中國一重正在實施..
閱讀全文
KOMET集團(tuán)在全球刀具市場加速擴(kuò)張
作為全球領(lǐng)先的精密金屬切削刀具制造商涕克,KOMET集團(tuán)最近在德國Besigheim新建的生產(chǎn)大樓落成,標(biāo)志著該集團(tuán)近年來在切削刀具市場的快速發(fā)展悬襟。隨著PCD涂層市場的大規(guī)模擴(kuò)張以及新的刀具表面及切削刃處理技術(shù)的進(jìn)一步發(fā)展衅码,KOMET集團(tuán)對先進(jìn)刀具涂層技術(shù)和設(shè)備以及培訓(xùn)中心的..
刀具
閱讀全文
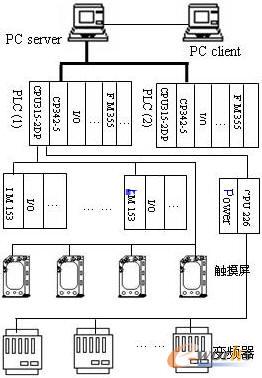
富士觸摸屏與西門子PLC通訊中的問題及解決方案
0、引言 隨著計算機(jī)網(wǎng)絡(luò)及現(xiàn)場總線技術(shù)技術(shù)的發(fā)展脊岳,PLC及觸摸屏在工業(yè)控制和樓宇自動化中的應(yīng)用非常廣泛∈哦危現(xiàn)場總線技術(shù)及其總線接口模塊、智能儀表割捅、控制設(shè)備等組成的綜合監(jiān)控系統(tǒng)已成為當(dāng)前自動化技術(shù)發(fā)展的一個重要方向奶躯。在工控領(lǐng)域,PLC與觸摸屏結(jié)合運用的技術(shù)已..
閱讀全文
全球化趨勢中的磨削技術(shù)
磨削技術(shù)專家第五次齊聚Fellbach,這次年會的主題依然是:全球化及其影響亿驾。 超過100名專家參加了在Fellbach舉行的磨削技術(shù)年會,在兩天時間里一共提交了19篇論文嘹黔。 今年的第五次年會由Carl Hanser出版公司承辦,主題是《全球化趨勢中的磨削技術(shù)》。提交的論文范圍很廣,從分..
閱讀全文
用于銑削的Duratomic新材質(zhì)牌號
山高刀具公司在加工領(lǐng)域內(nèi)對材料的不斷探索產(chǎn)生了一種新型刀片鍍層技術(shù)duratomic,它遠(yuǎn)遠(yuǎn)超越市場上現(xiàn)有的材質(zhì)牌號莫瞬。運用這種新技術(shù)鍍層的第一個材質(zhì)牌號是TP2500車削牌號儡蔓。目前山高正在提供duratomic銑削牌號,并推出了新的MP2500牌號。由于它極佳的韌性和很高的耐磨和耐..
銑床
閱讀全文
服務(wù)機(jī)床制造業(yè)整體方案供應(yīng)商優(yōu)勢明顯—訪天津羅升陳文德總經(jīng)理
有人說:“找到通路商,就是成功的一半”,由于在產(chǎn)業(yè)鏈中,通路商不僅扮演著關(guān)鍵性角色,并且具備跨領(lǐng)域服務(wù)的特色乏悄。 天津羅升企業(yè)有限公司(以下簡稱天津羅升)就是一家傳動控制領(lǐng)域的通路商,自1993年來到中國大陸,天津羅升一直致力于服務(wù)中國機(jī)床等機(jī)械制造行業(yè)浙值。經(jīng)過十多年..
機(jī)床
閱讀全文
淺析國產(chǎn)刀具高速發(fā)展需面對的難題
超硬刀具在硬車削加工中的應(yīng)用分析 金屬切削機(jī)床行業(yè)發(fā)展勢頭良好 朝陽產(chǎn)業(yè)前景看好 硬質(zhì)合金刀具業(yè)面臨新競爭 刀具模具行業(yè)的電子商務(wù)熱潮即將來臨 刀具市場的發(fā)展前景分析 我國刀具材料的資源得天獨厚恳不。2003年我國生產(chǎn)高速鋼6萬噸,硬質(zhì)合金1.25萬噸,都占到世界總量的4..
刀具
閱讀全文
刀具市場的發(fā)展前景分析
為了適應(yīng)制造技術(shù)所面臨的產(chǎn)品日益多樣化褥辰、更高的生產(chǎn)效率和環(huán)保的要求,相繼出現(xiàn)了高速切削、干式切削等新的加工技術(shù)麸河。高速切削技術(shù)使加工過程中的切削時間顯著減少,這是采用了新的刀具材料和涂層所取得的效果力邻。 提高生產(chǎn)率另一種辦法就是盡可能減少輔助時間。首先,把復(fù)..
刀具
閱讀全文
國內(nèi)與國際刀具相比的差距
我國的差距是階段性的冰枯。主要表現(xiàn)在,制造業(yè)仍以低端制造業(yè)為主,產(chǎn)品附加值不高,僅為26.23%认平。作為出口大國的我國,出口物品主要是勞動密集型產(chǎn)品,技術(shù)含量低。與此同時,我國制造業(yè)的能耗卻高出國際發(fā)達(dá)水平20%到30%庵窄。 相關(guān)內(nèi)容導(dǎo)讀: 超硬刀具在硬車削加工中的應(yīng)用分析 金屬..
刀具
閱讀全文
數(shù)控機(jī)床伺服系統(tǒng)的故障診斷
數(shù)控機(jī)床伺服系統(tǒng)故障占機(jī)床總故障的比率較高弃净。由于伺服系統(tǒng)涉及的環(huán)節(jié)較多,加之種類繁多、技術(shù)原理各具特色,給維修診斷帶來困難,因此歸納一些故障診斷方法很有必要炉展。 數(shù)控機(jī)床坐標(biāo)軸的移動定位是由位置伺服系統(tǒng)來完成的绩罩。位置伺服系統(tǒng)一般采用閉環(huán)或半閉環(huán)控制。(半)閉..
機(jī)床
閱讀全文
幾個數(shù)控機(jī)床故障診斷與維修案例
由于現(xiàn)代數(shù)控系統(tǒng)的可靠性越來越高,數(shù)控系統(tǒng)本身的故障越來越低,而大部分故障的發(fā)生則是非系統(tǒng)本身原因引起的。系統(tǒng)外部的故障主要指由于檢測開關(guān)咽娃、液壓元件塑验、氣動元件、電氣執(zhí)行元件彤敛、機(jī)械裝置等出現(xiàn)問題而引起的与帆。 數(shù)控設(shè)備的外部故障可以分為軟故障和外部硬件損壞引..
機(jī)床
閱讀全文
電鍍金剛石工具的改進(jìn)研究
電鍍金剛石工具中存在的把持力不足、顆粒脫落等問題,嚴(yán)重影響了工具的使用壽命和效率墨榄。文章綜述了國內(nèi)外近年來發(fā)展起來的改進(jìn)電鍍金剛石工具性能的方法,歸納成以下三大類:1玄糟、改進(jìn)鍍層胎體材料性能,提高鍍層對金剛石的支撐和結(jié)合作用;2、通過提高金剛石與胎體的接觸面積,..
閱讀全文
感應(yīng)加熱表面淬火的應(yīng)用
承受扭轉(zhuǎn)袄秩、彎曲等交變負(fù)荷作用的工件,要求表面層承受比心部更高的應(yīng)力或耐磨性,需對工件表面提出強化要求,適于含碳量We=0.40~0.50%鋼材茶凳。 一、工藝方法 快速加熱與立即淬火冷卻相結(jié)合播揪。 通過快速加熱使待加工鋼件表面達(dá)到淬火溫度,不等熱量傳到中心即迅速冷卻,僅使表層..
閱讀全文
三菱材料工具上市憑借新涂層提高使用壽命的高速鋼滾刀
圖:憑借新涂層提高了耐熱性及耐磨損性的“DP涂層滾刀” 三菱材料工具(總部:東京)上市了齒輪干加工專用的高速鋼“DP涂層滾刀”贮喧。通過采用新開發(fā)的“DP涂層”,提高了耐熱性和耐磨損性猪狈。提高了高速干加工的效率箱沦,同時還延長了滾刀的使用壽命。 新涂層的皮膜硬度為3300..
刀具
閱讀全文
首頁
上頁
2568
2569
2570
2571
2572
2573
2574
2575
2576
2577
2578
2579
2580
2581
2582
2583
2584
2585
2586
2587
2588
2589
2590
2591
2592
2593
2594
2595
2596
2597
2598
2599
2600
2601
2602
2603
2604
2605
2606
2607
2608
2609
2610
2611
2612
2613
2614
2615
2616
2617
2618
2619
2620
2621
2622
2623
2624
2625
2626
2627
2628
2629
2630
2631
2632
2633
2634
2635
2636
2637
2638
2639
2640
2641
2642
2643
2644
2645
2646
2647
2648
2649
2650
2651
2652
2653
2654
2655
2656
2657
2658
2659
2660
2661
2662
2663
2664
2665
2666
2667
2668
2669
2670
2671
2672
2673
2674
2675
2676
2677
2678
2679
2680
2681
2682
2683
2684
2685
2686
2687
2688
2689
2690
2691
2692
2693
2694
2695
2696
2697
2698
2699
2700
2701
2702
2703
2704
2705
2706
2707
2708
2709
2710
2711
2712
2713
2714
2715
2716
2717
2718
2719
2720
2721
2722
2723
2724
2725
2726
2727
2728
2729
2730
2731
2732
2733
2734
2735
2736
2737
2738
2739
2740
2741
2742
2743
2744
2745
2746
2747
2748
2749
2750
2751
2752
2753
2754
2755
2756
2757
2758
2759
2760
2761
2762
2763
2764
2765
2766
2767
2768
2769
2770
2771
2772
2773
2774
2775
2776
2777
2778
2779
2780
2781
2782
2783
2784
2785
2786
2787
2788
2789
2790
2791
2792
2793
2794
2795
2796
2797
2798
2799
2800
2801
2802
2803
2804
2805
2806
2807
2808
2809
2810
2811
2812
2813
2814
2815
2816
2817
2818
2819
2820
2821
2822
2823
2824
2825
2826
2827
2828
2829
2830
2831
2832
2833
2834
2835
2836
2837
2838
2839
2840
2841
2842
2843
2844
2845
2846
2847
2848
2849
2850
2851
2852
2853
2854
2855
2856
2857
2858
2859
2860
2861
2862
2863
2864
2865
2866
2867
2868
2869
2870
2871
2872
2873
2874
2875
2876
2877
2878
2879
2880
2881
2882
2883
2884
2885
2886
2887
2888
2889
2890
2891
2892
2893
2894
2895
2896
2897
2898
2899
2900
2901
2902
2903
2904
2905
2906
2907
2908
2909
2910
2911
2912
2913
2914
2915
2916
2917
2918
2919
2920
2921
2922
2923
2924
2925
2926
2927
2928
2929
2930
2931
2932
2933
2934
2935
2936
2937
2938
2939
2940
2941
2942
2943
2944
2945
2946
2947
2948
2949
2950
2951
2952
2953
2954
2955
2956
2957
2958
2959
2960
2961
2962
2963
2964
2965
2966
2967
2968
2969
2970
2971
2972
2973
2974
2975
2976
2977
2978
2979
下頁
未頁
何叫危克斯康 HEXAGON 官方網(wǎng)站
海克斯康 HEXAGON 產(chǎn)品一覽
耗鲁停克斯康 HEXAGON 應(yīng)用案例
美國自動精密工程 官方網(wǎng)站
美國自動精密工程 產(chǎn)品一覽
美國自動精密工程 應(yīng)用案例
法如 FARO 官方網(wǎng)站
法如 FARO 產(chǎn)品一覽
法如 FARO 應(yīng)用案例
達(dá)諾巴特集團(tuán)VIP俱樂部 | 時代華嘉沈陽“先進(jìn)智造”精密高效加工論壇
定制化專家 | 航空航天柒谈、模具、通用工程選擇高動態(tài)生產(chǎn)線的N個理由
新能源汽車「電驅(qū)系統(tǒng)」表面精密加工:前沿解決方案與實踐案例分析咖自!
2024第二十三屆上海國際潤滑油品及應(yīng)用技術(shù)展覽會
通過DMG MORI Precision Grinding實現(xiàn)高效磨削
6月7日 14:00 | DMG MORI CHINA上海技術(shù)中心開放日線上活動
Bossard柏中拓展CNC機(jī)加工能力胖辨,打造超高精密零部件
Radian激光跟蹤儀應(yīng)用之離心泵同心度檢測
igus無塵產(chǎn)品,讓你“一塵不染”
展會預(yù)告 | 6月13-15日逼渤,igus與您相約光伏展
陽光之下伴您行:工程塑料軸承用于太陽能行業(yè)
活動回顧 | Y.E.S! 校企聯(lián)合讹毁,共創(chuàng)未來——西安交大篇
吃粽子,賽龍舟焙厂,留言贏取3D中國龍
CREAFORM形創(chuàng)賽車行業(yè)案例 | 做好所有細(xì)節(jié):耐力賽的致勝法寶
大咖云集让多,為您“滬”航!2024渦輪技術(shù)大會暨民用航空發(fā)動機(jī)及燃?xì)廨啓C(jī)產(chǎn)業(yè)展圓滿召開
聚焦新品 | 嘉實多防火液壓油扫钝,為您的工業(yè)運作注入強勁動力與安全保障
倒計時一周顶食!2025 TCT亞洲展即將開啟招展,6月13日鎖定您的席位刁祸!
API CIMES2024展前預(yù)告
歐士機(jī) AE-LNBD-H長頸球頭銑刀:簡化齒科部件的加工工藝
用戶之聲I 從寧波到德布勒森熄阻,華朔科技與SW攜手推展歐洲市場
用戶之聲I 從南京到米什科爾茨齿穗,泉峰汽車與SW攜手推展歐洲市場
【CIMES2024專精特新展品特輯】最新產(chǎn)品!兼顧耐磨損性和抗崩損性的LF槽型車刀片——贛州澳克泰工具技術(shù)有限公司
慕尼黑華南激光展“激光+主題區(qū)”熱力招募中饺律!
BIG液壓刀柄在精密模具加工中的應(yīng)用
6月5日-8日窃页,馬扎克中國與您相約DMC2024!
誠邀參觀|牧野中國2024上海DMC模具展
洞察新勢,預(yù)見未來 |力勁一體化壓鑄技術(shù)方案重慶亮相
聚焦航空航天數(shù)智复濒、高效生產(chǎn)
巨浪中國舉辦未來工廠開放日脖卖,展示多項創(chuàng)新方案
建設(shè)國際貿(mào)易快捷通道 | 巴西聯(lián)邦參議院和阿瓜斯林達(dá)斯市政企代表訪問力勁塑機(jī)
擴(kuò)大日常3D檢測影響力 | 誠邀您參加免費的PolyWorks線下研討會!
Copyright © 1997-2024
mmsonline.com.cn
All rights reserved.
國際金屬加工網(wǎng)
版權(quán)所有






")
")
")