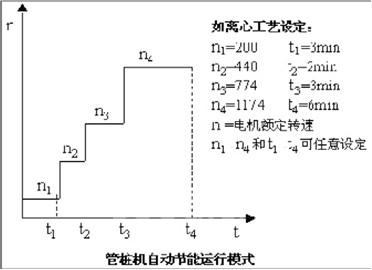
◆自動(dòng)化程度高,操作方便翎憨,自動(dòng)運(yùn)行不需設(shè)專人為操作荤榄。 ◆調(diào)速范圍廣,調(diào)速精度高磨再,轉(zhuǎn)速穩(wěn)定借倘,節(jié)能效果顯著等特點(diǎn)。 ◆啟動(dòng)力矩大, 調(diào)速的機(jī)械特性近似為恒轉(zhuǎn)矩莉遥,電機(jī)在5Hz運(yùn)行時(shí)枣象,轉(zhuǎn)矩可達(dá)100%以上,調(diào)速比1:100灶逃,極大地滿足了水泥制管的工藝要求舶舅。 ◆并且可根據(jù)管樁..





")
自動(dòng)精密工程 社區(qū)")
")