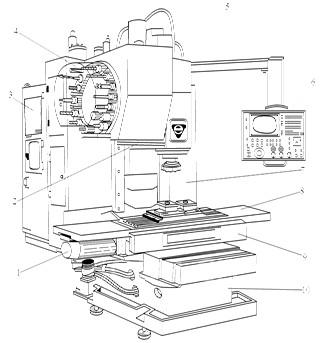
普通銑床的操作規(guī)程 適用機型- 1艾遗、臥式銑床-X6012,X60(6H80Γ)票彪,X60W(6H80)红淡,X602不狮,X61(6H81Γ)降铸,X6H81,X6030摇零,X6130推掸,X62(6H82Γ),X62W(6H82)驻仅,X6232谅畅,X6232A,X63噪服,(6H83Γ)X63W毡泻,6H83Y,6H83粘优,B1-169A仇味,6H81A,F(xiàn)U2A去谈,4FWA区为,F(xiàn)A5H喇纬,F(xiàn)A5U,IAE嫂衅,X3810凯书。 2、..
 銑床
刀具
銑床
刀具







")
")
")