一般各型PLC(以下以某公司生產(chǎn)的SR系列PLC,做為描述樣板,其余各型PLC大同小異)均設(shè)計(jì)成長(zhǎng)期不間斷的工作制。但是脯牛,偶然有的地方也需要對(duì)動(dòng)作進(jìn)行修改,迅速找到這個(gè)場(chǎng)所并修改它們是很重要的刹造。修改發(fā)生在PLC以外的 動(dòng)作需要許多時(shí)間诽檬。 查找故障的設(shè)備 SR PLC的指示..
故障監(jiān)測(cè)劃分為如下幾類 A 狀態(tài)故障監(jiān)測(cè):如直流過/久壓、直流過流未奋、交流過流赫淋、速度偏差過大、接地故障冻绊、缺相等期庆。 B 硬件故障檢測(cè):如電流板故障、觸發(fā)板故障瓷忙、IGBT故障耐陵、脈沖發(fā)生器故障等。 C 系統(tǒng)故障監(jiān)測(cè):如Watchdog故障泵网、系統(tǒng)參數(shù)異常俏蛮、時(shí)鐘故障等。 D 通訊故障監(jiān)..
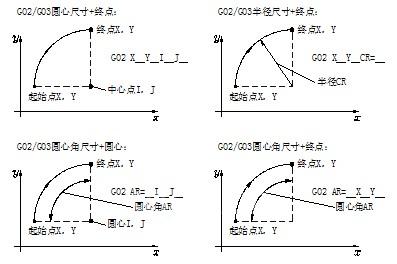
SINMENS系統(tǒng) 數(shù)控銑床 常用指令 12.圓弧插補(bǔ):G02连载、G03功能 G02——順時(shí)針方向圓弧插補(bǔ); G03——逆時(shí)針方向圓弧插補(bǔ)挣徽。 圖1-19 用G02/G03圓弧編程的方法(舉例:X/Y軸) 編程 G02/G03 X Y I J 异浸; 圓弧終點(diǎn)和圓心 G02/G03 CR= X Y ; 半徑和圓弧終點(diǎn) G02/G03 AR= I J 咙借; ..



")
自動(dòng)精密工程 社區(qū)")
")